◆トップページに移動 │ ★目次のページに移動 │ ※文字列検索は Ctrl+Fキー
研削盤等構造規格
制 定 昭和四十六年三月十八日労働省告示第八号
最終改正 平成十二年十二月二十五日労働省告示第百二十号
労働安全衛生規則(昭和二十二年労働省令第九号)第三十五条第一項の規定に基づき、研削盤等構造規格を次のように定め、昭和四十六年七月一日から適用する。
<編注>本構造規格は昭和47年労告第77号にて安衛法第四十二条の規定に基づく厚生労働大臣が定める規格又は安全装置とされています。 |
研削盤等構造規格
第一章 研削盤
(研削といし)
第一条 研削盤に取り付ける研削といしは、第七条から第十四条までに定める規格に適合したものでなければならない。
(研削といしの取付け方法等)
第二条 研削盤に研削といしを取り付ける場合には、第十五条から第十九条までに定める規格に適合したフランジを使用しなければならない。ただし、次の表の上欄に掲げる研削といしの種類に応じて、同表の下欄に掲げる取付け具を使用する場合については、この限りでない。
研削といしの種類 |
取付け具 |
リング形といし及びジスク形といし |
台板 |
ナツト付きカツプ形といし、ナツト付き砲弾形といし等のナツト付きの研削といし |
ナツト付き取付け具 |
セグメントといし |
セグメント取付け具 |
軸付きといし |
チヤツク |
精密内面研削盤の内研軸に取り付ける平形といし |
ボルトその他の取付け具 |
2 固定側フランジは、キー若しくはねじを使用する方法又は焼ばめ、圧入等の方法によりといし軸に固定されているものでなければならない。
3 といし軸の締付けねじは、しまり勝手になるものでなければならない。
4 平形といし用セーフテイフランジにより研削盤に研削といしを取り付ける場合には、ゴム製のラベルを使用しなければならない。
(覆)
第三条 研削盤(内面研削盤を除く。)は、第三章に定める規格に適合した研削といしの覆を備えているものでなければならない。
(動力しや断装置)
第三条の二 研削盤は、作業者がその作業位置を離れることなく操作できる位置に動力しや断装置を備えているものでなければならない。
2 前項の動力しや断装置は、容易に操作ができるもので、かつ、接触、振動等のために不意に研削盤が起動するおそれのないものでなければならない。
(携帯用電気式研削盤等)
第四条 携帯用研削盤、卓上用研削盤又は床上用研削盤で電気式のものは、次の各号に定めるところによるものでなければならない。
一 電気回路部分のねじは、ゆるみ止めが施されていること。
二 充電部分と非充電金属部分との間の絶縁部分は、絶縁効力についての試験において、日本工業規格C九六一〇―一九六九(携帯用電気グラインダ)の絶縁の項に定める基準に適合する性能を有していること。
三 専用の接地端子を設ける等接地できる構造のものであること。
(ワークレスト)
第五条 卓上用研削盤又は床上用研削盤は、研削といしの周面との間隙を三ミリメートル以下に調整できるワークレストを備えているものでなければならない。
(携帯用空気式研削盤)
第六条 携帯用研削盤で空気式のもの(呼び寸法が六十五ミリメートル未満のものを除く。)は、調速機を備えているものでなければならない。
![]()
第二章 研削といし等
(最高使用周速度)
第七条 研削といしは、次条及び第九条の規定により最高使用周速度が定められているものでなければならない。
(平形といし等の最高使用周速度)
第八条 研削といしのうち、平形といし、オフセツト形といし(弾性といしを含む。第十三条を除き、以下同じ。)及び切断といしの最高使用周速度は、当該といしの作成に必要な結合剤により作成したモデルといしについて破壊回転試験を行なつて定めたものでなければならない。
2 前項のモデルといしのと粒はアルミナ質系とし、平形といし及びオフセツト形といしのモデルといしの寸法は次の表に掲げる値でなければならない。
研削といしの種類 |
寸法(単位 ミリメートル) |
||
直径 |
厚さ |
穴径 |
|
平形といし |
二〇五以上三〇五以下 |
一九以上二五以下 |
直径の二分の一 |
オフセツト形といし |
一八〇 |
六 |
二二 |
3 第一項の破壊回転試験は、三以上のモデルといしについて行ない、それぞれの破壊回転周速度の値のうち最低の値を当該モデルといしの破壊回転周速度の値とする。
4 第一項の研削といし(粗研削に使用される平形といしを除く。)で別表に掲げる普通使用周速度の限度内の速度(以下「普通速度」という。)で機械研削に使用されるものの最高使用周速度の値は、前項による破壊回転周速度の値を一・八で除した値(別表に掲げる普通使用周速度の限度の値をこえる場合は、当該限度の値)以下でなければならない。
5 第一項の研削といしで前項に掲げる研削といし以外のものの最高使用周速度の値は、第三項による破壊回転周速度の値を二で除した値(普通速度で使用されるものについてその値が別表に掲げる普通使用周速度の限度の値をこえる場合は、当該限度の値)以下でなければならない。
(片テーパ形といし等の最高使用周速度)
第九条 次の表の上欄に掲げる研削といしの最高使用周速度の値は、同表の上欄に掲げる研削といしの種類及び同表の中欄に掲げる結合剤の種類に応じて、前条第四項又は第五項の規定により平形といしとして得た最高使用周速度の値に同表の下欄に掲げる数値を乗じて得た値以下でなければならない。
研削といしの種類 |
結合剤の種類 |
数値 |
片テーパ形といし、両テーパ形といし、片へこみ形といし、両へこみ形といし、セーフテイ形といし、ドビテール形といし、さら形といし、のこ用さら形といし及び逃付き形といし |
無機質のもの有機質のもの |
一 |
リング形といし |
無機質のもの |
〇・九 |
有機質のもの |
〇・七 |
|
ストレートカツプ形といし及びテーパカツプ形といし |
無機質のもの |
〇・九 |
有機質のもの |
〇・八 |
|
ジスク形といし |
無機質のもの |
一 |
有機質のもの |
〇・八七 |
2 セグメントといしの最高使用周速度の値は、厚生労働省労働基準局長が定めるところにより得た値以下でなければならない。
(回転試験)
第十条 直径が百ミリメートル以上の研削といしについては、ロツトごとに当該研削といしの最高使用周速度に一・五を乗じた速度による回転試験を行なわなければならない。
2 前項の研削といしの製品(異常が認められた製品を除く。以下この項及び次項において同じ。)の数の十パーセントの数(五未満の場合は、五)以上の研削といしについて同項の回転試験を行なつた場合において、その回転試験を行なつた研削といしの全数に異常がないときは、そのロツトの製品は合格とする。
3 第一項の研削といしの製品の全数について同項の回転試験を行なつた場合において、異常率が五パーセント以下であるときは、異常を生じた研削といし以外の製品は合格とする。
(回転試験の省略等)
第十一条 一月をこえない一定の期間ごとに次条に規定する破壊回転試験(以下「定期破壊回転試験」という。)を行なつて合格となつた研削といしについては、前条第一項の回転試験を省略することができる。
2 定期破壊回転試験を行なつて合格とならなかつた研削といしについての前条第一項の回転試験は、同条第三項に定めるところによるものでなければならない。
(定期破壊回転試験)
第十二条 結合剤を同一にする三以上の普通速度で使用される研削といしについて定期破壊回転試験を行なつた場合において、その破壊回転周速度の値のうち最低の値が、粗研削以外の機械研削に使用される研削といしにあつてはその最高使用周速度に一・八を乗じた値、その他の研削といしにあつてはその最高使用周速度に二を乗じた値をこえるときは、当該結合剤を使用した普通速度で使用される研削といしの製品については、合格とする。
(衝撃試験)
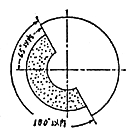
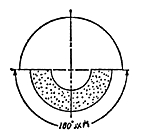
第十三条 オフセット形といし(弾性といしを除く。以下、本条において同じ。)は、同一規格の製品ごとに衝撃試験を行わなければならない。
2 前項の衝撃試験は、二以上の研削といしのそれぞれについて、衝撃試験機を使用して、対応する二箇所に次の図に示すところにより九十八ジュールの衝撃を加えることによつて行う。
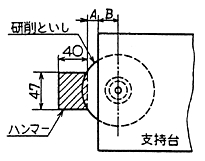
備考 A及びBの値は、次の表によるものとする。
研削といしの直径(単位 ミリメートル) |
70 |
70を超え90以下 |
90を超え110以下 |
110を超え120以下 |
120を超え140以下 |
140を超え160以下 |
160を超え180以下 |
180を超え220以下 |
220を超えるもの |
A(単位 ミリメートル) |
8 |
13 |
13 |
13 |
18 |
30 |
38 |
42 |
42 |
B(単位 ミリメートル) |
19 |
19 |
27 |
36 |
36 |
36 |
36 |
36 |
52.5 |
3 衝撃試験において測定された衝撃値のうちの最低値が〇・〇二九七ジュール毎平方ミリメートル以上である場合には、当該衝撃試験に係る製品は、合格とする。
4 前項の衝撃値は、次の式により計算して得た値とする。
E/LT
( この式において、E、L及びTは、それぞれ次の値を表すものとする。
E 衝撃試験で求められた吸収エネルギー(単位 ジュール)
L 次の算式により算定した破断面の弦の長さ(単位 ミリメートル)
L=2√(R2-B2)
( この式において、R及びBは、それぞれ次の値を表すものとする。
R 研削といしの半径(単位 ミリメートル)
B 第二項の表に定めるBの値(単位 ミリメートル))
T 試験といしの厚さ(単位 ミリメートル))
5 直径が七十ミリメートル未満のオフセット形といしについては、第二項の規定にかかわらず、当該オフセット形といしと同一仕様の直径七十ミリメートルのオフセット形といしにより衝撃試験を行うことによつて、当該オフセット形といしにより衝撃試験を行つたものとみなす。
(研削といしの寸法等)
第十四条 研削といしの寸法は、次の表の上欄に掲げる研削といしの最高使用周速度の区分に従い、同表の中欄に掲げる研削といしの種類に応じて、同表の下欄に掲げる値でなければならない。
研削といしの最高使用周速度の区分(単位 メートル毎秒) |
研削といしの種類 |
寸法(単位 ミリメートル) |
|||||||
直径(D) |
厚さ(T) |
穴径(H) |
へこみ径(P) |
取付け部の厚さ(E) |
取付け部の平行部の径(J又はK) |
縁厚(W) |
|||
普通速度 |
全種類 |
切断といしにあつては一、五〇〇以下 |
|
0.7D以下 |
1.02Df+4以上 |
ストレートカップ形といし及びテーパカップ形といしにあつてはT/4以上、片へこみ形といし、両へこみ形といし、皿形といし及びのこ用皿形といしにあつてはT/2以上 |
Df+2R以上 |
E以下 |
|
普通速度以外の速度 |
四五以下 |
平形といし、片テーパ形といし、両テーパ形といし、片へこみ形といし、両へこみ形といし、セーフティ形といし、ドビテール形といし及び逃付き形といし |
一、〇六五以下 |
D/75以上六一〇以下 |
0.6D以下 |
1.02Df+4以上 |
(2/3)T以上 |
Df+2R以上 |
|
四五を超え六〇以下 |
平形といし、片テーパ形といし、両テーパ形といし、片へこみ形といし、両へこみ形といし、セーフティ形といし、ドビテール形といし、逃付き形といし及びオフセット形といし |
一、〇六五以下 |
D/50以上三〇五以下 |
0.5D以下 |
1.02Df+4以上 |
(2/3)T以上 |
Df+2R以上 |
|
|
六〇を超え八〇以下 |
平形といし、ドビテール形といし、オフセット形といし及び切断といし |
切断といしにあつては一、五〇〇以下、その他の研削といしにあつては七六〇以下 |
D/50以上一五二以下 |
0.33D以下 |
|
|
Df+2R以上 |
|
|
八〇を超え一〇〇以下 |
平形といし、ドビテール形といし、オフセット形といし及び切断といし |
切断といしにあつては一、五〇〇以下、その他の研削といしにあつては七六〇以下 |
D/50以上八〇以下 |
0.2D以下 |
|
|
Df+2R以上 |
|
|
備考 一 この表において、Dfはフランジの直径を、Rはへこみのすみの丸みの内半径を表わすものとする。 二 この表に定めのない寸法は、任意とする。 |
|||||||||
2 研削といしは、前項の表の上欄に掲げる研削といしの最高使用周速度の区分に応じて、同表の中欄に掲げる種類のものでなければならない。
(フランジの要件)
第十五条 フランジは、日本工業規格G五五〇一―一九五六(ねずみ鋳鉄品)に定める二種の規格に適合する鋳鉄品に相当する引張強さを有する材料を使用し、かつ、変形しないものでなければならない。
2 フランジ(第十九条第一項に規定するフランジを除く。)の直径及び接触幅は、固定側と移動側とにおいて等しい値でなければならない。
(ストレートフランジの寸法)
第十六条 ストレートフランジの直径は取り付ける研削といしの直径の三分の一以上、逃げの値は一・五ミリメートル以上、接触幅は、次の表の上欄に掲げる研削といしの直径に応じて、同表の下欄に掲げる値でなければならない。
研削といしの直径(単位 ミリメートル) |
値(単位 ミリメートル) |
六五以下 |
0.1Dfをこえ0.26Df未満 |
六五をこえ三五五以下 |
0.08Dfをこえ0.18Df未満 |
三五五をこえるもの |
0.06Dfをこえ0.18Df未満 |
備考 この表においてDfは、フランジの直径を表わすものとする。 |
|
2 前項の規定にかかわらず、最高使用周速度が八十メートル毎秒以下の補強した切断といし(切断荷重が七百ニュートン以上のガラスクロスその他の材料で補強したものに限る。)に取り付けるストレートフランジの直径は、当該切断といしの直径の四分の一以上とすることができる。
(スリーブフランジ等の寸法等)
第十七条 スリーブフランジ又はアダプタフランジの直径は、次の算式により算定した値でなければならない。
Df≧κ(D-H)+H
(この式において、Df、D、H及びκは、それぞれ次の値を表わすものとする。
Df フランジの直径(単位 ミリメートル)
D 研削といしの直径(単位 ミリメートル)
H フランジのパイロツトの直径(単位 ミリメートル)
κ 定数で次の表による。
研削といしの直径(単位 ミリメートル) |
κ |
|
普通速度で使用される研削といし |
普通速度以外の速度で使用される研削といし |
|
六一〇未満 |
〇・一三 |
〇・一五 |
六一〇以上七六〇未満 |
〇・一一 |
〇・一三 |
七六〇以上一、〇六五未満 |
〇・一〇 |
〇・一二 |
一、〇六五以上 |
〇・〇八 |
〇・一〇 |
2 前項のフランジの接触幅は、次の表の上欄に掲げる研削といしの直径に応じて、同表の下欄に掲げる値以上でなければならない。
研削といしの直径(単位 ミリメートル) |
値(単位 ミリメートル) |
||
スリーブフランジ |
アダプタフランジ |
||
普通速度で使用される研削といし |
普通速度以外の速度で使用される研削といし |
普通速度で使用される研削といし |
|
一〇〇以下 |
四 |
五 |
八 |
一〇〇をこえ一二五以下 |
六 |
七 |
一二 |
一二五をこえ二〇五以下 |
七 |
八 |
一五 |
二〇五をこえ三〇五以下 |
一〇 |
一二 |
二二 |
三〇五をこえ四〇五以下 |
一三 |
一六 |
二二 |
四〇五をこえ六一〇以下 |
一三 |
二〇 |
二二 |
六一〇をこえ一、〇六五以下 |
一六 |
二五 |
三二 |
一、〇六五をこえるもの |
三二 |
三二 |
― |
3 アダプタフランジは、普通速度以外の速度で使用される研削といしに取り付けてはならない。
(セーフテイフランジの寸法等)
第十八条 セーフテイフランジの直径は平形といし用のものにあつては取り付ける研削といしの直径の三分の二以上、両テーパ形といし用のものにあつては取り付ける研削といしの直径の二分の一以上、逃げの値は一・五ミリメートル以上、接触幅は当該フランジの直径の六分の一以上でなければならない。
2 両テーパ形といし用フランジは、研削といしとの接触面において十六分の一以上のこう配があるものでなければならない。
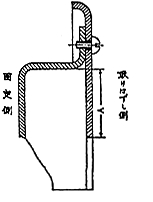
(オフセット形といし用フランジの寸法等)
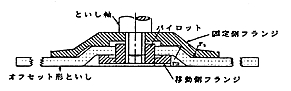
第十九条 オフセット形といし用フランジで次の図に示す形状のものの寸法は、次の表の上欄に掲げるオフセット形といしの直径に応じて、同表の下欄に掲げる値でなければならない。
オフセット形といしの直径(単位 ミリメートル) |
値(単位 ミリメートル) |
|||||
固定側フランジの直径 |
移動側フランジの直径 |
固定側フランジの深さ |
パイロットの直径 |
図に示すr1 |
図に示すr2 |
|
一〇〇以下 |
五〇 |
一八 |
四・〇 |
九・五三 |
三・二 |
四・九 |
一〇〇をこえるもの |
一〇〇 |
四〇 |
四・八 |
二二・二三 |
一〇・〇 |
一〇・〇 |
備考 直径一〇〇のオフセット形といしにあつては、固定側フランジの直径が八〇、移動側フランジの直径が三〇、かつ、パイロットの直径が一六とすることができる。 |
||||||
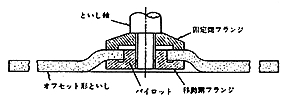
2 オフセット形といし用フランジで次の図に示す形状のものの寸法は、次の表の上欄に掲げるオフセット形といしの直径に応じて、同表の下欄に掲げる値でなければならない。
オフセット形といしの直径(単位 ミリメートル) |
値(単位 ミリメートル) |
||
直径 |
接触幅 |
パイロットの直径 |
|
一〇〇以下 |
三〇 |
四 |
一五 |
一〇〇をこえるもの |
四〇 |
六 |
二二 |
3 オフセット形といしを普通速度以外の速度で使用する場合には、第一項のフランジにより取り付けなければならない。
![]()
第三章 研削といしの覆
(材料)
第二十条 研削といしの覆い(以下「覆い」という。)の材料は、次の各号に掲げる機械的性質を有する圧延鋼板でなければならない。
一 引張強さの値が二百七十ニュートン毎平方ミリメートル以上で、かつ、伸びの値が十四パーセント以上であること。
二 引張強さの値(ニュートン毎平方ミリメートルを単位とする。)に伸びの値(パーセントを単位とする。)の二十倍の値を加えた値が七百五十以上であること。
2 前項の規定にかかわらず、携帯用研削盤の覆い及びバンド型の覆い以外の覆いの材料は、次の表の上欄に掲げる研削といしの最高使用周速度に応じて、同表の下欄に掲げるものとすることができる。
研削といしの最高使用周速度(単位 メートル毎秒) |
材料 |
三三以下 |
鋳鉄、可鍛鋳鉄又は鋳鋼 |
五〇以下 |
可鍛鋳鉄又は鋳鋼 |
五〇を超えるもの |
鋳鋼 |
備考 この表に掲げる材料は、次に掲げる機械的性質を有するものとする。 鋳鉄は、日本工業規格G五五〇一―一九五六(ねずみ鋳鉄品)に定める二種の規格に適合する引張強さ以上の引張強さを有すること。 可鍛鋳鉄は、引張強さの値が三百十ニュートン毎平方ミリメートル以上で、かつ、伸びの値が八パーセント以上であること。 鋳鋼は、引張強さの値が三百六十ニュートン毎平方ミリメートル以上、伸びの値が十五パーセント以上、引張強さの値(ニュートン毎平方ミリメートルを単位とする。)の〇・六倍の値に伸びの値(パーセントを単位とする。)の十倍の値を加えた値が四百七十以上であること。 |
|
3 前二項の規定にかかわらず、切断といし(最高使用周速度が八十メートル毎秒以下のものに限る。)に使用される覆いの材料は、引張強さの値が百八十ニュートン毎平方ミリメートル以上で、かつ、伸びの値が二パーセント以上のアルミニウムとすることができる。
(防護箇所等)
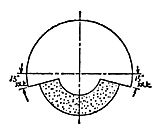
第二十一条 覆おおいは、研削といしのうち次の各号に掲げる箇所(研削に必要な部分を除く。)を覆おおうものでなければならない。
一 側面を使用することを目的とする研削といしの覆おおいにあつては、研削といしの周面及び固定側の側面
二 携帯用研削盤の覆おおい(前号の覆おおいを除く。)で周板と固定側の側板が継ぎ目のない一枚の圧延鋼板で作成されるものにあつては、研削といしの周面、固定側の側面及び取りはずし側の側面(周板の端部が次の図(イ)に示すように取りはずし側に五ミリメートル以上曲げられており、かつ、厚さが第二十三条第一項の表に掲げる値の二十パーセント増の値以上の覆おおいにあつては、その取りはずし側の側面を除く。)の次の図(ロ)に示す箇所
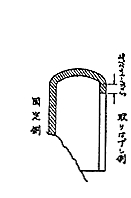
(イ)
(ロ)
備考 Aは、研削といしの半径の2分の1以上とする。
三 前各号に掲げる覆おおい以外の覆おおいにあつては、研削といしの周面及び両側面(取りはずし側のといし軸の側面を含む。)
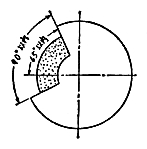
2 研削といしのうち前項の研削に必要な部分は、研削盤の種類に応じて、次の図によるものでなければならない。
(イ) 円筒研削盤、心なし研削盤、工具研削盤、万能研削盤その他これらに類する研削盤
(ロ) 携帯用研削盤、スイング研削盤、ビレツト・スラブ研削盤その他これらに類する研削盤
(ハ) 平面研削盤、切断用研削盤その他れこらに類する研削盤
(ニ) いばり取り作業等に使用することを目的とする卓上用研削盤又は床上用研削盤
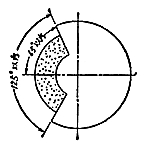
(ホ) 研削といしの上部を使用することを目的とする卓上用研削盤又は床上用研削盤
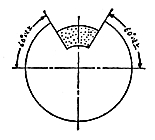
(ヘ) (ニ)及び(ホ)以外の卓上用研削盤、床上用研削盤その他これらに類する研削盤
(厚さ)
第二十二条 圧延鋼板を材料に使用する覆い(第二十六条に規定する覆いを除く。)の厚さは、研削といしの最高使用周速度、研削といしの厚さ及び研削といしの直径に応じて、次の表に掲げる値以上でなければならない。
研削といしの最高使用周速度(単位 メートル毎秒) |
研削といしの厚さ(単位 ミリメートル) |
研削といしの直径(単位 ミリメートル) |
|||||||||||||
150以下 |
150をこえ305以下 |
305をこえ405以下 |
405をこえ510以下 |
510をこえ610以下 |
610をこえ760以下 |
760をこえ1,250以下 |
|||||||||
A |
B |
A |
B |
A |
B |
A |
B |
A |
B |
A |
B |
A |
B |
||
33以下 |
50以下 |
1.6 |
1.6 |
2.3 |
1.9 |
3.1 |
2.3 |
3.9 |
3.1 |
5.5 |
3.9 |
6.3 |
4.5 |
7.9 |
6.3 |
50をこえ100以下 |
1.9 |
1.6 |
2.3 |
1.9 |
3.1 |
2.3 |
4.5 |
3.9 |
6.3 |
3.9 |
7.0 |
4.5 |
8.7 |
6.3 |
|
100をこえ150以下 |
2.3 |
1.6 |
3.1 |
2.7 |
3.9 |
3.1 |
6.3 |
3.9 |
7.0 |
4.5 |
7.9 |
5.5 |
9.5 |
7.9 |
|
150をこえ205以下 |
― |
3.9 |
3.5 |
5.5 |
4.5 |
6.3 |
4.5 |
7.0 |
4.5 |
7.9 |
5.5 |
9.5 |
7.9 |
||
205をこえ305以下 |
― |
4.5 |
4.3 |
5.5 |
4.5 |
6.3 |
4.5 |
7.0 |
4.5 |
7.9 |
5.5 |
9.5 |
7.9 |
||
305をこえ405以下 |
― |
― |
7.0 |
6.3 |
7.9 |
6.3 |
8.0 |
6.3 |
9.0 |
6.7 |
11.0 |
8.7 |
|||
405をこえ510以下 |
― |
― |
― |
8.7 |
7.0 |
8.7 |
7.0 |
9.5 |
8.7 |
12.7 |
10.0 |
||||
33を超え50以下 |
50以下 |
2.2 |
1.6 |
4.2 |
3.4 |
4.5 |
3.8 |
5.5 |
4.4 |
6.6 |
4.9 |
7.7 |
6.0 |
10.0 |
7.7 |
50をこえ100以下 |
2.4 |
1.6 |
4.4 |
3.8 |
5.4 |
4.2 |
6.6 |
5.5 |
7.7 |
5.5 |
8.0 |
6.0 |
10.5 |
7.7 |
|
100をこえ150以下 |
3.2 |
1.6 |
5.8 |
4.9 |
6.3 |
5.4 |
8.3 |
6.0 |
8.8 |
6.6 |
9.0 |
7.0 |
12.0 |
9.7 |
|
150をこえ205以下 |
― |
7.0 |
5.6 |
8.8 |
7.0 |
9.4 |
7.0 |
10.0 |
7.0 |
10.5 |
7.8 |
13.0 |
10.0 |
||
205をこえ305以下 |
― |
8.0 |
6.9 |
9.3 |
7.7 |
9.9 |
7.7 |
10.5 |
7.7 |
11.0 |
8.3 |
14.5 |
11.0 |
||
305をこえ405以下 |
― |
― |
10.5 |
9.4 |
12.0 |
9.9 |
12.5 |
9.9 |
13.6 |
10.8 |
17.0 |
13.0 |
|||
405をこえ510以下 |
― |
― |
― |
13.0 |
11.0 |
13.0 |
11.0 |
14.5 |
12.7 |
19.0 |
16.0 |
||||
50を超え80以下 |
50以下 |
3.1 |
1.6 |
7.9 |
6.3 |
7.9 |
6.3 |
7.9 |
6.3 |
7.9 |
6.3 |
9.5 |
7.9 |
12.7 |
9.5 |
50をこえ100以下 |
3.1 |
1.6 |
9.5 |
7.9 |
9.5 |
7.9 |
9.5 |
7.9 |
9.5 |
7.9 |
9.5 |
7.9 |
12.7 |
9.5 |
|
100をこえ150以下 |
4.7 |
1.6 |
11.0 |
9.0 |
11.0 |
9.5 |
11.0 |
9.5 |
11.0 |
9.5 |
11.0 |
9.5 |
17.4 |
12.0 |
|
150をこえ205以下 |
― |
12.7 |
9.5 |
14.0 |
11.0 |
14.0 |
11.0 |
14.0 |
11.0 |
14.0 |
11.0 |
19.0 |
12.7 |
||
205をこえ305以下 |
― |
14.0 |
11.0 |
15.8 |
12.7 |
15.8 |
12.7 |
15.8 |
12.7 |
15.8 |
12.7 |
22.0 |
15.8 |
||
305をこえ405以下 |
― |
― |
15.8 |
14.0 |
19.0 |
15.8 |
19.0 |
15.8 |
20.0 |
17.4 |
26.9 |
20.0 |
|||
405をこえ510以下 |
― |
― |
― |
20.0 |
17.4 |
20.0 |
17.4 |
22.0 |
19.0 |
30.0 |
23.8 |
||||
備考 この表において、Aは覆いの周板の厚さを、Bは覆いの側板の厚さを表わすものとする。
2 鋳鉄、可鍛鋳鉄又は鋳鋼を材料に使用する覆おおいの厚さは、前項の値に材料の種類に応じて、次の表に掲げる係数を乗じて得た値以上でなければならない。
材料の種類 |
係数 |
鋳鉄 |
四・〇 |
可鍛鋳鉄 |
二・〇 |
鋳鋼 |
一・六 |
(厚さの特例等)
第二十三条 前条第一項の規定にかかわらず、オフセット形といし及び切断といし以外の次の表に掲げる研削といしに使用される覆いで周板と固定側の側板が継ぎ目のない一枚の圧延鋼板で作成されるものの厚さは、研削といしの最高使用周速度、研削といしの厚さ及び研削といしの直径に応じて、覆いの板の区分ごとに、それぞれ同表に掲げる値とすることができる。
研削といしの最高使用周速度(単位 メートル毎秒) |
研削といしの厚さ(単位 ミリメートル) |
覆いの板の区分 |
研削といしの直径(単位 ミリメートル) |
|||||
一二五以下 |
一二五をこえ一五〇以下 |
一五〇をこえ二〇五以下 |
二〇五をこえ二五五以下 |
二五五をこえ三〇五以下 |
三〇五をこえ三五五以下 |
|||
三三以下 |
三二以下 |
A |
一・六 |
一・六 |
一・八 |
二・〇 |
二・三 |
三・〇 |
B |
一・二 |
一・二 |
一・四 |
一・六 |
一・八 |
二・三 |
||
三二をこえ五〇以下 |
A |
― |
― |
― |
二・〇 |
二・三 |
三・〇 |
|
B |
― |
― |
― |
一・六 |
一・八 |
二・三 |
||
三三を超え五〇以下 |
三二以下 |
A |
一・六 |
二・二 |
二・六 |
三・〇 |
三・二 |
四・〇 |
B |
一・六 |
一・六 |
一・六 |
二・〇 |
二・三 |
二・八 |
||
三二をこえ五〇以下 |
A |
― |
― |
― |
三・〇 |
三・二 |
四・〇 |
|
B |
― |
― |
― |
二・〇 |
二・三 |
二・八 |
||
備考 この表において、Aは覆いの周板及び固定側の側板を、Bは覆いの取りはずし側の側板を表すものとする。 |
||||||||
2 前項の覆おおいで固定側の周板と取りはずし側の側板とを結合して作成するものについては、取りはずし側の側板の端部は、次の図に示すように曲げられているものでなければならない。
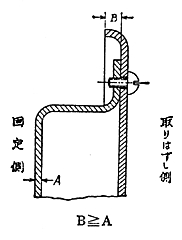
B≧A
第二十四条 第二十二条第一項の規定にかかわらず、次の表に掲げるオフセット形といし(直径が二百三十ミリメートル以下で最高使用周速度が七十二メートル毎秒以下のものに限る。)に使用される覆いで周板と固定側の側板が継ぎ目のない一枚の圧延鋼板で作成されるものの厚さは、研削といしの厚さに応じて、同表に掲げる値とすることができる。
研削といしの厚さ(単位 ミリメートル) |
値(単位 ミリメートル) |
一〇以下 |
一・六 |
一〇をこえ二〇以下 |
二・三 |
2 前項の覆おおいは、次の図に示すようにその端部が曲げられているものでなければならない。
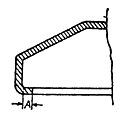
備考 Aの値は、研削といしの直径(D)に応じて、次の値以上とする。
D≦125のとき 3
125<D≦180のとき 4
180<D≦230のとき 5
(単位 ミリメートル)
第二十五条 第二十二条第一項の規定にかかわらず、次の表に掲げる切断といし(最高使用周速度が八十メートル毎秒以下のものに限る。)に使用される覆いで圧延鋼板で作成されるものの厚さは、研削といしの厚さ及び研削といしの直径に応じて、覆いの板の区分ごとに、同表に掲げる値とすることができる。
研削といしの厚さ(単位 ミリメートル) |
覆いの板の区分 |
研削といしの直径(単位 ミリメートル) |
||||
二〇五以下 |
二〇五をこえ三〇五以下 |
三〇五をこえ五一〇以下 |
五一〇をこえ七六〇以下 |
七六〇をこえ九一五以下 |
||
六以下 |
A |
一・六 |
二・〇 |
二・五 |
四・〇 |
五・〇 |
B |
一・二 |
一・六 |
二・〇 |
二・八 |
四・〇 |
|
六をこえ一三以下 |
A |
二・〇 |
二・三 |
三・二 |
五・〇 |
六・三 |
B |
一・六 |
一・八 |
二・五 |
三・二 |
五・〇 |
|
備考 この表において、Aは覆いの周板を、Bは覆いの側板を表すものとする。 |
||||||
2 第二十二条第二項の規定は、前項の切断といしに使用される覆おおいで、鋳鉄、可鍛鋳鉄又は鋳鋼で作成されるものについて準用する。
3 第一項の切断といしに使用される覆いで、アルミニウムで作成されるものの厚さは、同項の値に、アルミニウムの引張強さの値に応じて、次の表に掲げる係数を乗じて得た値以上でなければならない。
アルミニウムの引張強さの値(単位 ニュートン毎平方ミリメートル) |
係数 |
百八十以上二百三十未満 |
三・〇 |
二百三十以上三百十未満 |
二・五 |
三百十以上 |
二・〇 |
(バンド型覆おおいの厚さ)
第二十六条 バンド型の覆おおいの厚さは、次の表の上欄に掲げる研削といしの直径に応じて、同表の下欄に掲げる値以上でなければならない。
研削といしの直径(単位 ミリメートル) |
値(単位 ミリメートル) |
二〇五以下 |
一・六 |
二〇五をこえ六一〇以下 |
三・二 |
六一〇をこえるもの |
六・三 |
2 前項の覆おおいは、次の図に示すものでなければならない。
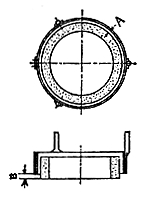
備考
1 Aの最大値は、研削といしの直径(D)に応じて、次のとおりとする。
D≦205のとき 5
205<D≦610のとき 7
D>610のとき 10
(単位 ミリメートル)
2 Bの最大値は、研削といしの厚さ(T)に応じて、次のとおりとする。
T≦25のとき 0.5T
25<T≦50のとき 0.4T
50<T≦150のとき 0.33T
T>150のとき 50
(単位 ミリメートル)
(強度の保持)
第二十七条 覆おおいは、その強度を低下させるおそれのある穴、溝等がないものでなければならない。
(研削といしとの間隙の調整)
第二十八条 卓上用研削盤又は床上用研削盤に使用される覆おおいは、調整片の取付けその他の方法により、研削に必要な部分における研削といしの周面と覆おおいとの間隙を十ミリメートル以下に調整できるものでなければならない。
2 前項の調整片は、次の各号に適合するものでなければならない。
一 板状であること。
二 材料は、第二十条第一項に規定する圧延鋼板であること。
三 厚さは、覆おおいの周板の厚さと同等以上の値(最小三ミリメートル、最大十六ミリメートル)であること。
四 有効横断面積は全横断面積の七十パーセント以上、有効縦断面積は全縦断面積の二十パーセント以上であること。
五 取付けねじの直径及び数は、研削といしの厚さに応じて、それぞれ次の表の中欄及び下欄に掲げる数値以上であること。
研削といしの厚さ(単位 ミリメートル) |
直径(単位 ミリメートル) |
数 |
一五〇以下 |
t×一・六 |
二 |
一五〇をこえるもの |
t×二・〇 |
二 |
t×一・四 |
四 |
|
備考 一 この表において、tは、調整片の厚さを表わすものとする。 二 この表の中欄に掲げる数値が五ミリメートル未満となる場合は、五ミリメートルとする。 |
||
![]()
第四章 雑 則
(表示)
第二十九条 研削盤は、見やすい箇所に次の各号に掲げる事項が表示されているものでなければならない。
一 製造者名
二 製造年月
三 定格電圧
四 無負荷回転速度
五 使用できる研削といしの直径、厚さ及び穴径
六 研削といしの回転方向
2 研削といしは、製造者名、結合剤の種類及び最高使用周速度が表示されているものでなければならない。
3 前項の規定にかかわらず、直径が七十五ミリメートル未満の研削といしは、最小包装単位ごとに表示することができる。
4 覆おおいは、使用できる研削といしの最高使用周速度、厚さ及び直径が表示されているものでなければならない。
(適用の除外)
第三十条 この告示は、次の各号に掲げる研削といし及び覆おおいには、適用しない。
一 直径が五十ミリメートル未満の研削といし
二 前号の研削といしに使用される覆おおい
(特殊な構造の研削盤等)
第三十一条 特殊な構造の研削盤、研削といし若しくは研削といしの覆おおい又はこれらの部分であつて都道府県労働局長が前三章の規定に適合するものと同等以上の効力があると認めたものについては、この告示の関係規定は、適用しない。
![]()
附 則(昭和四七年九月三〇日労働省告示第八五号)
1 この告示は、昭和四十七年十月一日から適用する。
2 昭和四十六年七月一日前に製造され、又は輸入された研削盤、研削といし又は研削といしの覆おおいについては、第二条第二項、第六条、第七条から第十三条まで(労働安全衛生規則の一部を改正する省令(昭和四十五年労働省令第二十一号)による改正前の労働安全衛生規則第七十七条の二の規定による速度試験を行なつた研削といしに限る。)、第十四条、第十六条第一項(逃げの値及び接触幅に限る。)、第十七条、第二十条から第二十六条まで、第二十八条第二項及び第二十九条(研削といしにあつては、結合剤の種類の部分に限る。)の規定は、適用しない。
改正文(平成一一年九月三〇日労働省告示第一〇〇号 抄)
平成十一年十月一日から適用する。
改正文(平成一一年一二月二四日労働省告示第一四七号 抄)
平成十一年十二月三十日から適用する。ただし、平成十二年三月三十日までの間は、改正前の研削盤等構造規格第十三条第三項の規定により衝撃試験に合格した製品は、改正後の研削盤等構造規格第十三条第三項の規定により衝撃試験に合格したものとみなす。
附 則(平成一二年一月三一日労働省告示第二号 抄)
(適用期日)
第一 この告示は、平成十二年四月一日から適用する。
(経過措置)
第二 この告示の適用前にこの告示による改正前のそれぞれの告示の規定に基づき都道府県労働基準局長が行った行為又はこの告示の適用の際現にこれらの規定に基づき都道府県労働基準局長に対してされている行為は、改正後のそれぞれの告示の相当規定に基づき都道府県労働局長が行った行為又は都道府県労働局長に対してされている行為とみなす。
附 則(平成一二年一二月二五日労働省告示第一二〇号 抄)
(適用期日)
第一 この告示は、内閣法の一部を改正する法律(平成十二年法律第八十八号)の施行の日(平成十三年一月六日)から適用する。
別表 研削といしの普通使用周速度の限度
研削といしの種類 |
研削といしの普通使用周速度の限度(単位 メートル毎秒) |
|||||||
結合剤が無機質のもの |
結合剤が有機質のもの |
|||||||
平形といし |
補強しないもの |
一般用のもの |
33 |
50 |
||||
超重研削用のもの |
― |
63 |
||||||
ねじ研削用のもの及びみぞ研削用のもの |
63 |
63 |
||||||
クランク軸及びカム軸研削用のもの |
45 |
50 |
||||||
補強したもの |
直径が100ミリメートル以下で厚さが25ミリメートル以下のもの |
― |
80 |
|||||
直径が100ミリメートルを超え205ミリメートル以下で厚さが13ミリメートル以下のもの |
― |
72 |
||||||
その他の寸法のもの |
― |
50 |
||||||
片テーパ形といし、両テーパ形といし、片へこみ形といし、両へこみ形といし、セーフティ形といし、皿形といし及びのこ用皿形といし |
33 |
50 |
||||||
ドビテール形といし |
一般用のもの |
33 |
50 |
|||||
ねじ研削用のもの及びみぞ研削用のもの |
63 |
63 |
||||||
逃付き形といし |
一般用のもの |
33 |
50 |
|||||
クランク軸及びカム軸研削用のもの |
45 |
50 |
||||||
リング形といし及びリング形のセグメントといし |
30 |
35 |
||||||
ストレートカップ形といし及びテーパカップ形といし |
30 |
40 |
||||||
ジスク形といし及びジスク形のセグメントといし |
33 |
45 |
||||||
オフセット形といし(直径が230ミリメートル以下で厚さが10ミリメートル以下のもの) |
補強しないもの |
― |
57 |
|||||
補強したもの |
― |
72 |
||||||
切断といし |
補強しないもの |
― |
63 |
|||||
補強したもの |
― |
80 |
||||||
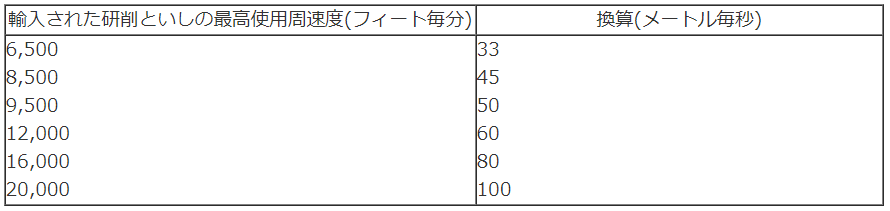
備考 本表について、輸入された研削といしの最高使用周速度の換算は、次の表によるものとする。
|
||||||||