◆トップページに移動 │ ★目次のページに移動 │ ※文字列検索は Ctrl+Fキー
交流アーク溶接機用自動電撃防止装置の接続及び使用の安全基準に関する技術上の指針
制定 平成23年6月1日技術上の指針公示第18号
労働安全衛生法(昭和47年法律第57号)第28条第1項の規定に基づき、交流アーク溶接機用自動電撃防止装置の接続及び使用の安全基準に関する技術上の指針を次のとおり公表する。
厚生労働大臣 細川律夫
1 名称 交流アーク溶接機用自動電撃防止装置の接続及び使用の安全基準に関する技術上の指針
2 趣旨 この指針は、交流アーク溶接機用自動電撃防止装置構造規格の一部を改正する告示(平成23年厚生労働省告示第74号)の適用等に伴い、始動感度に関する検査項目を新たに追加する、主接点、安全電圧及び標準始動感度を定義する、日本工業規格との整合性を図る等を内容とするものである。
3 内容の閲覧 内容は、厚生労働省労働基準局安全衛生部安全課及び都道府県労働局労働基準部健康安全課又は安全課において閲覧に供する。
4 その他 この指針は、平成23年6月1日から適用する。
交流アーク溶接機用自動電撃防止装置の接続及び使用の安全基準に関する技術上の指針
制定 平成23年6月1日技術上の指針公示第18号
労働安全衛生法(昭和47年法律第57号)第28条第1項の規定に基づき、交流アーク溶接機用自動電撃防止装置の接続及び使用の安全基準に関する技術上の指針を次のとおり定める。
昭和55年7月30日付け技術上の指針第12号は廃止する。
1 総則
1―1 趣旨
この指針は、交流アーク溶接機用自動電撃防止装置(以下「電防装置」という。)の適正な接続及び使用を図るため、これらに関する留意事項について規定したものである。ただし、交流アーク溶接機(以下「溶接機」という。)の外箱内に組み込まれた電防装置については、この指針中2―1、3、5―1(1)から(3)まで及び6(1)イからハまでの規定は、適用しない。
1―2 用語の定義
この指針において、次の各号に掲げる用語の定義は、それぞれ当該各号に定めるところによる。
(1) 電防装置 溶接機を用いて金属の溶接(自動溶接を除く。)、溶断等の作業を行うときに使用される装置であって、溶接機の主回路を制御する主接点及び制御回路等を備え、溶接機の出力側無負荷電圧を自動的に30V以下の安全電圧に低下させるように作動するものをいう。
(2) 主接点 溶接機の主回路の一部を形成し、電防装置の作動により電気的に開閉する部分をいう。具体的には、電磁接触器の主接点及び半導体素子が用いられる。
(3) 遅動時間 溶接機のアークの発生を停止させたときから電防装置の主接点が開路されるときまでの時間をいう。
(4) 安全電圧 溶接機のアークの発生を停止させ、電防装置の主接点が開路された場合に溶接棒と被溶接物との間に生ずる電圧をいう。
(5) 始動感度 電防装置を始動させることのできる電防装置の出力回路の抵抗の最大値をいう。
(6) 標準始動感度 定格入力電圧における始動感度をいい、電防装置の銘板に記された値である。
(7) 定格使用率 定格周波数及び定格入力電圧において定格電流を断続負荷した場合の負荷時間の合計と当該断続負荷に要した全時間との比の百分率をいう。
(8) 表示灯 外部から電防装置の作動状態を判別するためのランプをいう。
(9) 点検用スイッチ 電防装置の主接点の作動状態を点検するためのスイッチをいう。
2 電防装置の選定
2―1 溶接機の種類及び定格等に応じた電防装置の選定
2―1―1 溶接機の種類に応じた電防装置の選定
電防装置は、次に掲げる当該電防装置を取り付ける溶接機(以下「取付溶接機」という。)の種類に応じ、それぞれに適合した構造のものを選定すること。
(1) コンデンサー内蔵形の溶接機(電源側に力率改善のためのコンデンサーを内蔵している溶接機をいう。)
(2) コンデンサーを内蔵していない溶接機(電源側に力率改善のためのコンデンサーを内蔵していない溶接機をいう。)
2―1―2 取付溶接機の定格等に応じた電防装置の選定
電防装置は、次に定めるところにより、取付溶接機の定格等に適合した定格等を有するものを選定すること。
(1) 定格入力電圧
イ 電源を溶接機の電源側からとる構造の電防装置を使用する場合は、電防装置の定格入力電圧の値が取付溶接機の定格入力電圧の値と等しいこと。
ロ 電源を溶接機の出力側からとる構造の電防装置又は出力側の電圧変化を検出して主接点を開閉する構造の電防装置を使用する場合には、電防装置の外箱に表示してある適用溶接機(当該電防装置を取り付けて使用することができる溶接機をいう。別表において同じ。)の出力側無負荷電圧の範囲が取付溶接機の出力側無負荷電圧の変動範囲を含むこと。
(2) 定格電流
イ 主接点を溶接機の電源側に接続する構造の電防装置を使用する場合には、電防装置の定格電流の値が取付溶接機の定格入力電流の値以上のものであること。
ロ 主接点を溶接機の出力側に接続する構造の電防装置を使用する場合には、電防装置の定格電流の値が取付溶接機の定格出力電流の値以上のものであること。
(3) 定格使用率
電防装置の定格使用率は、取付溶接機の定格使用率以上のものであること。
(4) 定格周波数
電防装置の定格周波数は、取付溶接機の定格周波数に適合したものであること。
2―2 作業条件に応じた始動感度を有する電防装置の選定
(1) 環境条件、被溶接物等を考慮して適正な始動感度を有するものを選定すること。
(2) 電防装置と電流遠隔制御装置を併用する場合は、電流遠隔制御装置の短絡子(接触子)の抵抗値より十分に小さい始動感度を有するものを選定すること。
(3) 電防装置とワイヤ送給装置(ワイヤ(溶加材)を自動的に送給するために半自動溶接機に取り付けられている装置であって、溶接機の出力側を当該装置の電源として用いるものをいう。)を併用する場合は、当該電防装置が、ワイヤインチング時に溶接機の無負荷電圧を出力しないような始動感度を有するものを選定すること。
3 電防装置の接続
3―1 接続の作業を行う者
電防装置の溶接機への取付け及び電防装置と溶接機との配線は、電防装置の構造や性能に習熟した電気取扱者等(労働安全衛生規則(昭和47年労働省令第32号)第36条第4号の業務に係る特別教育を受けた者その他これと同等以上の電気に関する知識・技能を有する者をいう。6(3)において同じ。)に行わせること。
3―2 溶接機への取付け
電防装置を溶接機に取り付ける場合は、次の事項について注意すること。
(1) 鉛直(やむを得ない場合にあっては、鉛直に対して20度以内)に取り付けること。
(2) 溶接機の移動、主接点の作動等による振動・衝撃で取付け部が緩まないように確実に締め付け、かつ、緩み止めを施すこと。
(3) 表示灯が見やすく、かつ、点検用スイッチが操作しやすいように取り付けること。
3―3 溶接機との配線
電防装置と溶接機との配線を行う場合は、次の事項について注意すること。
(1) 溶接機の電源側に接続する線と出力側に接続する線とを混同しないこと。
(2) 接続部分は容易に緩まないように確実に締め付け、かつ、緩み止めを施すこと。
(3) 接続部分を絶縁テープ、絶縁カバー等により確実に絶縁すること。
(4) 電防装置外箱の接地端子を分電盤等の接地端子に接地線を用いて接地すること。
(5) 溶接機の端子の極性が指定されているものは、その指定どおりに接続すること。
(6) 電防装置と溶接機との間の配線及びその接続部分に外力が加わらないようにすること。
3―4 接続後の作動等の確認
取付け及び配線の終了後、別表の左欄に掲げる項目について、同表の中欄に掲げる方法その他同等の方法により測定等を行った場合に、同表の右欄に掲げる基準に適合することを確認し、その結果を記録すること。
なお、別表の右欄に定める基準を満たさないときは、直ちに、補修し、又は取り換えることにより当該基準を満たすようにすること。
4 使用上の注意
(1) 電防装置を取り付けた溶接機は、次に定める条件に適合する場所において使用すること。
イ 周囲温度が、-10℃以上40℃以下の範囲にあること。ただし、周囲温度に適合する特殊な構造をもつ電防装置を取り付けた溶接機については、この限りでないこと。
ロ 湿気が多くないこと。
ハ 風雨にさらされないこと。
ニ 電防装置の取付面が鉛直に対して20度を超える傾斜を与えないこと。
ホ 粉じんが多くないこと。
ヘ 油の蒸気が多くないこと。
ト 有害な腐食性ガス又は多量の塩分を含む空気が存在しないこと。
チ 爆発性雰囲気が存在しないこと。
リ 異常な振動又は衝撃の加わるおそれのないこと。
(2) 電防装置を取り付けた溶接機の電源側の電圧が当該溶接機の定格入力電圧の85%から110%までの範囲にあること。
(3) 主接点に電磁接触器を用いている場合、電磁接触器の可動部分に木片をはさむこと等により電防装置の機能を失わせないこと。
(4) 断続的な溶接作業を行う場合、遅動時間内は溶接機の出力側無負荷電圧が発生しているので、溶接棒ホルダー(以下「ホルダー」という。)側の露出された充電部分に接触しないこと。
(5) 溶接作業を休止する場合には溶接機の電源を切ること。ただし、溶接機が置かれている場所が溶接場所から著しく離れており、かつ、休止時間が非常に短い場合、溶接棒をホルダーから取りはずし、かつ、ホルダーが被溶接物又は接地抵抗値の小さな物体に接触しないように必要な措置を講じたときは、この限りでないこと。
(6) 電防装置の近傍に高周波発生装置が存在し、電防装置の作動に影響が考えられる場合には、あらかじめ、高周波発生装置の高周波電流により電防装置に異常な作動が起こらないことを確認した上で作業を行うこと。
(7) アークが容易に発生しない場合には、溶接棒の先端を被溶接物に強く接触させ、そのまま溶接棒を引きずるような状態で溶接棒の先端を少しはね上げるようにすること。
(8) 異常な発熱により、使用中に電防装置の機能を損なうことがないこと。
5 点検
5―1 点検事項等
電防装置を取り付けた溶接機を使用するときは、その日の使用を開始する前に、次の事項について電防装置を点検すること。
なお、異常を認めたときは、直ちに、補修し、又は取り換えること。
(1) 電防装置の外箱の接地の状態
(2) 電防装置の外箱のふたの状態
(3) 電防装置と溶接機との配線及びこれに附属する接続器具の被覆又は外装の損傷の有無
(4) 表示灯及び点検用スイッチの破損の有無
(5) 表示灯及び点検用スイッチによる主接点の作動状態の確認
(6) 異音・異臭の発生の有無
5―2 点検を行う者
5―1の点検は、当該電防装置が取り付けられている溶接機を使用する溶接作業者(労働安全衛生規則第36条第3号に規定するアーク溶接等の業務に係る特別の教育を受けた者をいう。)に行わせること。
6 定期の検査等
(1) 電防装置については、その使用ひん度、設置場所その他使用条件に応じて、6月以内ごとに1回、次の事項について検査を行い、その結果を記録すること。
なお、異常を認めたときは、直ちに、補修し、又は取り換えること。
イ 溶接機外箱への取付けの状態
ロ 電防装置と溶接機との外部配線の接続の状態
ハ 外箱の変形、破損及びふたの開閉の状態並びにガスケットの劣化の状態
ニ 表示灯及び点検用スイッチの破損の有無
ホ ヒューズの異常の有無
ヘ 電磁接触器の主接点及びその他の接点(補助接点、コンデンサー開閉用接点及び保護用接点)の消耗の状態
ト 表示灯及び点検用スイッチによる主接点の作動状態の確認
チ 異音・異臭の発生の有無
リ 強制冷却用ファンを有する場合は冷却用ファンの異常の有無
(2) 電防装置については、その使用ひん度、設置場所その他使用条件に応じて、1年以内ごとに1回、別表の左欄に掲げる項目について、同表の中欄に掲げる方法により測定等を行った場合に、同表右欄に掲げる基準に適合するか否かについて検査を行い、その結果を記録すること。
なお、別表の右欄に定める基準を満たさないときは、直ちに、補修し、又は取り換えることにより当該基準を満たすようにすること。
(3) 定期の検査は、電気取扱者等が行うこと。
別表
項目 |
方法 |
基準 |
抵抗測定 |
500V絶縁抵抗計を用いて、電防装置の外箱(接地端子)と充電部分との間及び電防装置を取り付けた溶接機の電源側と出力側との間の絶縁抵抗の値を測定する。 |
1MΩ以上であること。 |
主接点の作動及び表示灯の明暗 |
電源を入れ、点検用スイッチを数回入り切りする。 |
電源を入れると表示灯が薄暗く点灯し、点検用スイッチを入れると主接点が閉じて表示灯が明るくなり、点検用スイッチを切ると遅動時間経過後、主接点が開いて表示灯が再び薄暗くなること。 |
電防装置の入力電圧 |
2―1―2(1)イの電防装置にあっては、電防装置を取り付けた溶接機の電源側端子間に電圧計を接続してその値を測定する。 |
測定値が電防装置の定格入力電圧の値の85%から110%までの範囲であること。 |
2―1―2(1)ロの電防装置にあっては、電防装置を取り付けた溶接機の出力側端子間に電圧計を測定し、当該溶接機の出力電流が最小値及び最大値を取る場合について、点検用スイッチを用いて、それぞれ遅動時間中の当該溶接機の出力側無負荷電圧の値を測定する。 |
測定値が電防装置の外箱に表示してある適用溶接機の出力側無負荷電圧の下限値の85%から上限値の110%までの範囲であること。 |
|
|
上記の他、電防装置の入力端子及び出力端子にシンクロスコープや電磁オシロスコープのような計測器を接続して、その電圧波形及び時間経過を観察する方法によることも認める。 |
測定値が電防装置の定格入力電圧の値の85%から110%までの範囲であること。 |
安全電圧 |
ホルダー側と被溶接物側との間に電圧計を接続して、その値を測定する。 |
30V以下であること。 |
|
上記の他、電防装置の入力端子及び出力端子にシンクロスコープや電磁オシロスコープのような計測器を接続して、その電圧波形及び時間経過を観察する方法によることも認める。 |
30V以下であること。 |
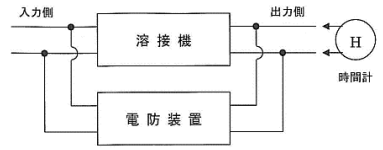
遅動時間 |
ホルダー側と被溶接物側との間に時間計を接続して、遅動時間を測定する。 |
1.5秒以下であること。 |
|
|
|
|
(手順) 1.時間計を溶接機出力側に接続する。 2.電源を入れる。 3.時間計のスイッチを入れると同時に、点検用スイッチを入れ、直ちに切る。 4.時間計の指示値を読む。 |
|
|
上記の他、電防装置の入力端子及び出力端子にシンクロスコープや電磁オシロスコープのような計測器を接続して、その電圧波形及び時間経過を観察する方法によることも認める。 |
1.5秒以下であること。 |
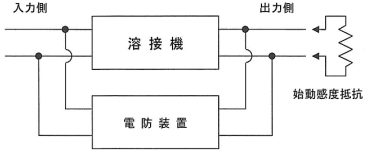
始動感度に対する安全性 |
ホルダー側と被溶接物側との間に開閉用のスイッチと固定抵抗(注参照)を直列に接続して、溶接機の出力側の電圧を測定する。 |
主接点が閉路されず、ホルダー側と被溶接物側の電圧が安全電圧であることを表示灯で確認すること。 |
|
||
(手順) 1.電源を入れる。 2.開閉用のスイッチを入れる。 3.ホルダー側と被溶接物側の間の電圧が安全電圧を表示し続けることを確認する。 |
|
|
|
注) 1.低抵抗始動形にあっては、3.5Ωの抵抗を挿入する。 2.標準始動感度が200Ω以下の高抵抗始動形の電防装置にあっては、261Ω(ただし、標準始動感度の250%以下)の抵抗を挿入する。 3.標準始動感度が200Ωを超える高抵抗始動形の電防装置にあっては、501Ωの抵抗を挿入する。 |
|
補助接点、コンデンサー開閉用接点、保護用接点の摩耗・破損の確認 |
主接点の作動性確認時に、電防装置の蓋(内蔵形にあっては溶接機外箱の蓋)を開いて目視により確認する。 |
接点の激しい摩耗・破損がないこと。 |
保護用接点の作動確認 |
保護用接点の作動性能を確認できる異常検出点検スイッチ等があるものは、これにより作動性能を確認する。 異常検出点検スイッチ等がないものは、溶接機出力側に安全電圧が現れている状態で、点検用スイッチを使用せず、主接点間を短絡して、表示灯の明暗で作動性を確認する。 注)主接点間を短絡する際は、感電の危険性等があるため製造者に相談するなど注意して行う。 |
異常検出点検スイッチ等があるものは、これにより保護用接点に異常がないことを確認すること。 異常検出点検スイッチ等がないものは、主接点間を短絡して、その時の表示灯が薄暗い状態から明るく点灯(1.5秒以内)した後、消灯する(無電圧状態)こと。 |
強制冷却用ファンの作動確認 |
ファンの回転を目視等で確認すること。 注)電防装置の中には、ある一定温度以上にならないとファンが回転しないものがある。その様なものについては、溶接電流を多少流して、又は温度センサーに熱風を充てる等の方法で電防装置の内部温度を上昇させる。 |
ファンが正常に回転し、異常な音がせず塵が付着していないこと。 |