◆トップページに移動 │ ★目次のページに移動 │ ※文字列検索は Ctrl+Fキー
局所排気装置の定期自主検査指針
平成20年3月27日自主検査指針公示第1号
労働安全衛生法(昭和47年法律第57号)第45条第3項の規定に基づき、局所排気装置の定期自主検査指針を次のとおり公表する。
なお、局所排気装置の定期自主検査指針(昭和58年2月23日付け自主検査指針公示第5号)は、廃止する。
平成20年3月27日
厚生労働大臣 舛添要一
1 名称 局所排気装置の定期自主検査指針
2 趣旨 この指針は、有機溶剤中毒予防規則(昭和47年労働省令第36号)第20条、鉛中毒予防規則(昭和47年労働省令第37号)第35条、特定化学物質障害予防規則(昭和47年労働省令第39号)第30条、粉じん障害防止規則(昭和54年労働省令第18号)第17条又は石綿障害予防規則(平成17年厚生労働省令第21号)第22条の規定による局所排気装置の定期自主検査の適切かつ有効な実施を図るため、当該定期自主検査の検査項目、検査方法、判定基準等を定めたものである。
3 内容の閲覧 内容は、厚生労働省労働基準局安全衛生部労働衛生課及び都道府県労働局労働基準部労働衛生主務課において閲覧に供する。
局所排気装置の定期自主検査指針
Ⅰ 趣旨
この指針は、有機溶剤中毒予防規則(昭和47年労働省令第36号。以下「有機則」という。)第20条、鉛中毒予防規則(昭和47年労働省令第37号。以下「鉛則」という。)第35条、特定化学物質障害予防規則(昭和47年労働省令第39号。以下「特化則」という。)第30条、粉じん障害防止規則(昭和54年労働省令第18号。以下「粉じん則」という。)第17条又は石綿障害予防規則(平成17年厚生労働省令第21号。以下「石綿則」という。)第22条の規定による局所排気装置の定期自主検査の適切かつ有効な実施を図るため、当該定期自主検査の検査項目、検査方法、判定基準等を定めたものである。
Ⅱ 準備すべき測定器等
局所排気装置の定期自主検査に際して準備すべき測定器等は、次のとおりとする。
1 必ず準備すべきもの
(1) スモークテスター
(2) 熱線風速計等直読式の風速計
(3) ピトー管及びマノメータ
(4) 温度計(表面温度計、ガラス温度計等)
(5) テスター
(6) スケール
(7) キサゲ、スパナ等の手回り工具
(8) テンションメータ
(9) 聴音器又はベアリングチェッカー
(10) 絶縁抵抗計
2 必要に応じて準備すべきもの
(1) 微差圧計
(2) テストハンマー又は木ハンマー
(3) 振動計
(4) 粉じん、ガス等の濃度測定器
(5) 回転計
(6) クランプメータ又は検電器
(7) その他(超音波厚さ計、特殊冶具等)
Ⅲ 検査項目等
局所排気装置については、次の表の左欄に掲げる検査項目に応じて、同表の中欄に掲げる検査方法による検査を行った場合に、それぞれ同表の右欄に掲げる判定基準に適合するものでなければならない。
検査項目 |
検査方法 |
判定基準 |
||||||||||
1.フード |
(1) フードの構造及び摩耗、腐食、くぼみ等の状態 |
① スケールを用いてフードの寸法及び組立て状態を調べる。 |
① 寸法及びフランジ、バッフル板等が届出の状態に保たれていること。 |
|||||||||
|
② フードの表面の状態を調べる。 |
② 次の異常がないこと。 イ 吸気の機能を低下させるような摩耗、腐食、くぼみその他損傷 ロ 腐食の原因となるような塗装等の損傷 |
||||||||||
|
|
③ フード内部の状態を調べる。 |
③ 次の異常がないこと。 イ 粉じんやミスト等のたい積物がないこと。 ロ 吸込口に粉じんやミスト等による閉塞がないこと。 |
|||||||||
|
(2) 吸い込み気流の状態及びそれを妨げる物の有無 |
① フードの開口面付近に、所期の吸い込み気流を妨げるような柱、壁等の構造物がないかどうかを調べる。 |
① 吸い込み気流を妨げるような柱、壁等の構造物がないこと。 |
|||||||||
|
② フードの開口面付近に、作業中の器具、工具、被加工物、材料等が、所期の吸い込み気流を妨げるような置き方をされていないかどうかを調べる。 |
② 器具、工具、被加工物、材料等が、吸い込み気流を妨げるような置き方をされていないこと。 |
||||||||||
|
|
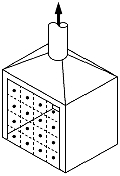
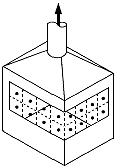
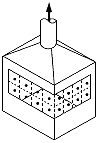
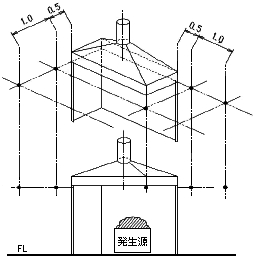
③ 局所排気装置を作動させ、スモークテスターを用いて、次に定める位置における煙の流れ方を調べる。 |
③ 煙がフード外に流れず、又は滞留せず、フード内に吸い込まれること。 また、外気、扇風機、電動機の冷却ファン等による乱れ気流の影響のないこと。 |
|||||||||
|
|
|
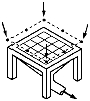
イ 囲い式フードにあっては、次の図に示す位置。 |
|
|
|||||||
|
|
(イ)
|
(ロ)
|
|
||||||||
|
|
備考 1 ・印は、フードの開口面を、それぞれの面積が等しく、かつ、一辺が0.5メートル以下となるように、16以上(フードの開口面が著しく小さい場合にあっては、2以上)の部分に分割した各部分の中心であって、煙の流れ方を調べる位置を表す。 2 図(イ)及び(ロ)に示す型式以外の型式のフードの局所排気装置に係る位置については、これらの図に準ずるものとする。 |
|
|||||||||
|
|
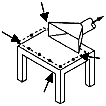
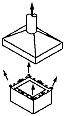
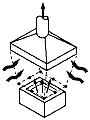
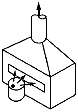
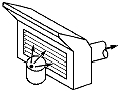
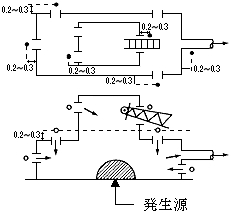
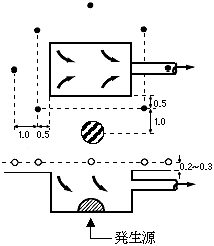
ロ 外付け式フード又はレシーバ式フード(キャノピー型のものに限る。)にあっては、次の図に示す位置 |
|
|||||||||
|
|
(イ)
|
(ロ)
|
(ハ)
|
(ニ)
|
|
||||||
|
|
備考 1 ・印を結んだ線は、フードの開口面から最も離れた作業位置の外周であって、煙の流れ方を調べる位置を表す。 2 図(イ)から(ニ)までに示す型式以外の型式のフードの局所排気装置に係る位置については、これらの図に準ずるものとする。 3 図(ニ)については、フードの外周等、図に示された位置以外についても、発散源から発生する汚染空気がフードに吸い込まれるか否かを調べること。 |
|
|||||||||
|
|
|
|
|
|
|||||||
|
|
④ ③の検査の結果、煙がフードに吸い込まれる場合は局所排気装置を停止させ、制御風速を与える位置付近の気流をスモークテスターを用いて調べる。 |
④ 煙が流れずに滞留すること。 |
|||||||||
|
(3) レシーバ式フードの開口面の向き |
作業が定常的に行われているときの発生源から飛散する有害物の飛散の状態を調べる。 |
有害物がフード外に飛散せず、フードに吸い込まれること。 |
|||||||||
|
(4) 塗装用ブース等のフィルタ等の状態 |
① 塗装用ブース(水洗式のものを除く。)等で、フードにフィルタが使用されているものについては、その汚染、目詰まり、破損等の状態を調べる。 |
① フィルタにフードの吸い込みの機能を低下させるような汚染又は目詰まりがないこと。 また、フィルタに捕集能力を低下させるような破損がないこと。 |
|||||||||
|
|
② 水洗式の塗装用ブースで、壁面に水膜を形成させて塗料の付着を防ぐ方式のものについては、壁面の濡れの状態を調べる。 |
② 壁面全体が一様に濡れていること。 |
|||||||||
|
|
③ 水洗式の塗装用ブースの塗料のかすの浮遊状態及び鋸歯状板への塗料の付着状態を調べる。 |
③ 一様なシャワーの形成及び吸引性能に影響を及ぼさないこと。 |
|||||||||
|
|
④ 水洗式の塗装用ブースで、洗浄水を循環させるためにポンプを使用しないものについては、洗浄室内の水量を調べる。 |
④ 停止状態での水面の高さが設計値の範囲内にあり、かつ、作動時には一様なシャワーが形成されること。 |
|||||||||
2.ダクト |
(1) 外面の摩耗、腐食、くぼみ等の状態 |
キサゲ等を用いてダクト系の外面の状態を調べる。この場合において、吸い込みダクトの枝ダクトにあってはフード接続部からダクト合流部に向かって、主ダクトにあっては上流から下流に向かって調べるものとする。 |
次の異常がないこと。 イ 空気漏れの原因となるような摩耗、腐食、くぼみその他損傷 ロ 腐食の原因となるような塗装等の損傷 ハ 通気抵抗の増加又は粉じん等のたい積の原因となるような変形 |
|||||||||
|
(2) 内面の摩耗、腐食等及び粉じん等のたい積の状態 |
① 点検口が設けられているものにあっては点検口を開いて、点検口が設けられてないものにあってはダクトの接続部を外して、内面の状態を調べる。 |
① 次の異常がないこと。 イ 空気漏れの原因となるような摩耗又は腐食 ロ 腐食の原因となるような塗装等の損傷 ハ 粉じん等のたい積 |
|||||||||
|
|
② ①によることができないものについては、ダクトの立ち上がり部の前等粉じん等のたい積しやすい箇所等において、鋼板製の厚肉ダクトの場合にあってはテストハンマー、鋼板製の薄肉ダクト又は樹脂製ダクトの場合にあっては木ハンマーを用いてダクトの外面を軽く打ち、打音を調べる。 |
② 粉じん等のたい積等による異音がないこと。 |
|||||||||
|
|
③ ①又は②によることができないものについては、ダクトの立ち上がり部の前等の粉じん等のたい積しやすい箇所等の前後に設けられている測定孔において、微差圧計等を用いて、ダクト内の静圧を測定する。 |
③ ダクト内の静圧値が、その設計値と著しい差がないこと。 |
|||||||||
|
(3) ダンパの状態 |
① 流量調整用ダンパについて開度及び固定状態を調べる。 |
① ダンパが局所排気装置の性能を保持するように調整されたときの開度で固定されていること。 |
|||||||||
|
|
② 流路切替え用ダンパが設けられている場合、各フードの流路を開放状態及び閉め切り状態にした後、局所排気装置を作動させ、スモークテスターを用いて、煙がフードに吸い込まれるかどうかを調べる。 |
② ダンパが軽い力で作動し、かつ、流路が開放状態のときにあっては煙がフードに吸い込まれるものであり、流路が閉め切り状態のときにあっては煙がフードに吸い込まれないものであること。 |
|||||||||
|
(4) 接続部の緩みの有無 |
① フランジの締付けボルト、ナット、ガスケット等の破損、欠落及び片締めの有無をスパナ等を用いて調べる。 |
① フランジの締付けボルト、ナット、ガスケット等の破損、欠落又は片締めがないこと。 |
|||||||||
|
|
② 局所排気装置を作動させ、スモークテスターを用いて、ダクトの接続部における空気の流入又は漏出の有無を調べる。 |
② スモークテスターの煙が、吸い込みダクトにあっては接続部から吸い込まれず、排気ダクトにあっては接続部から吹き飛ばされないこと。 |
|||||||||
|
|
③ ②によることができない場合については、ダクトの接続部における空気の流入又は漏出による音を聴く。 |
③ 空気の流入又は漏出による音がないこと。 |
|||||||||
|
|
④ ②又は③によることができない場合については、ダクト系に設けられている測定孔において、微差圧計等を用いて、ダクト内の静圧を測定する。 |
④ ダクト内の静圧値が、その設計値と著しい差がないこと。 |
|||||||||
|
(5) 点検口の状態 |
① 点検口の構成部品の破損、錆び付き、欠落等を調べる。 |
① 破損、錆び付き、欠落等がないこと。 |
|||||||||
|
|
② 点検口の開閉の状態を調べる。 |
② 開閉が円滑にでき、かつ、密閉が確実にできること。 |
|||||||||
|
|
③ スモークテスターを用いて、ガスケット部等からの空気の流入又は漏出の有無を調べる。 |
③ 煙が吸い込まれたり、吹き飛ばされたりしないこと。 |
|||||||||
3.ファン及び電動機 |
(1) 安全カバー及びその取付部の状態 |
電動機とファンを連結するベルト等の安全カバー及びその取付部の状態を調べる。 |
摩耗、腐食、破損、変形等がなく、かつ、取付部の緩み等がないこと。 |
|||||||||
|
(2) ファンの回転方向 |
ファンの回転方向を調べる。 |
所定の回転方向であること。 |
|||||||||
|
(3) 騒音及び振動の状態 |
騒音及び振動の状態を調べる。 |
異常な騒音及び振動のないこと。 |
|||||||||
|
(4) ケーシングの表面の状態 |
ファンを停止して、ケーシングの表面の状態を調べる。 |
次の異常がないこと。 イ ファンの機能を低下させるような摩耗、腐食、くぼみその他損傷又は粉じん等のたい積 ロ 腐食の原因となるような塗装等の損傷 |
|||||||||
|
(5) ケーシングの内面、インペラ及びガイドベーンの状態 |
(3)において、異常騒音又は振動がある場合は、次によりケーシングの内面、インペラ及びガイドベーンの状態を調べる。 |
|
|||||||||
|
① 点検口が設けられているものにあっては点検口から、点検口が設けられていないものにあってはダクトの接続部を外して、ケーシングの内面、インペラ及びガイドベーンの状態を調べる。 |
① 次の異常がないこと。 イ ファンの機能を低下させるような摩耗、腐食、くぼみその他損傷又は粉じん等の付着 ロ 腐食の原因となるような塗装等の損傷 |
||||||||||
|
|
② インペラのブレード及びガイドベーンの表面を目視検査し、粉じん等の付着の状態を調べる。 |
② ファンの機能を低下させるような粉じん等の付着がないこと。 |
|||||||||
|
(6) ベルト等の状態 |
① ベルトの損傷及び不ぞろい、プーリーの損傷、偏心及び取付位置のずれ、キー及びキー溝の緩み等の有無を調べる。 |
① 次の異常がないこと。 イ ベルトの損傷 ロ ベルトとプーリーの溝の型の不一致 ハ 多本掛けのベルトの型又は張り方の不ぞろい ニ プーリーの損傷、偏心又は取付位置のずれ ホ キー及びキー溝の緩み |
|||||||||
|
|
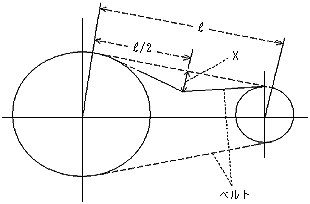
② ベルトをテンションメータで押して、たわみ量(X)を調べる。 |
② 次の要件を具備すること。 0.01l<X<0.02l この式においてX及びlは、それぞれ次の図に示す長さを表すものとする。 |
|||||||||
|
|
|
|
|||||||||
|
|
③ ファンを作動させ、ベルトの振れの有無を調べる。 |
③ ベルトの振れがないこと。 |
|||||||||
|
|
④ 4の吸気及び排気の能力の検査を行った結果、判定基準に適合しない場合は、電動機の回転数からファンの回転数を調べるか、又は回転計を用いて実測する。 |
④ ファンの回転数が4の吸気及び排気の能力の検査に係る判定基準に適合するために必要な回転数を下回らないこと。 |
|||||||||
|
(7) 軸受けの状態 |
① ファンを作動させた状態で、次のいずれかの方法により、軸受けの状態を調べる。 |
① 次の異常がないこと。 |
|||||||||
|
|
イ 軸受けに聴音器を当てて、異音の有無を調べる。 |
イ 回転音に異常がないこと。 |
|||||||||
|
|
ロ 軸受けにベアリングチェッカーのピックアップを当てて、指示値を読み取る。 |
ロ 指示値が一定の範囲内にあること。 |
|||||||||
|
|
② ファンを1時間以上作動させた後停止し、軸受けの表面温度を調べる。 |
② 軸受けの表面の温度が70℃以下であり、かつ、軸受けの表面の温度と周囲の温度との差が40℃以下であること。 |
|||||||||
|
|
③ オイルカップ及びグリースカップの油量及び油の状態を調べる。 |
③ 油が所定の量であり、油の汚れ又は水、粉じん、金属粉等の混入がないこと。 また、同一規格の潤滑油が使用されていること。 |
|||||||||
|
(8) 電動機の状態 |
① 絶縁抵抗計を用いて、巻線とケースとの間及び巻線と接地端子との間の絶縁抵抗を測定する。 |
① 絶縁抵抗が十分高いこと。 |
|||||||||
|
|
② ファンを1時間以上作動させた後、電動機の表面の温度を測定する。この場合において、電動機の表面の温度は、表面温度計、ガラス温度計等により測定する。 |
② 表面温度が、下表に掲げられた電気絶縁の耐熱クラスに対応して示された温度以下であること。 表 耐熱クラス及び温度 |
|||||||||
|
|
|||||||||||
|
|
|
|
|
|
|||||||
|
|
|
耐熱クラス |
温度℃ |
|
|||||||
|
|
|
|
Y |
90 |
|
||||||
|
|
|
|
A |
105 |
|
||||||
|
|
|
|
E |
120 |
|
||||||
|
|
|
|
B |
130 |
|
||||||
|
|
|
|
F |
155 |
|
||||||
|
|
|
|
H |
180 |
|
||||||
|
|
|
|
200 |
200 |
|
||||||
|
|
|
|
220 |
220 |
|
||||||
|
|
|
|
250 |
250 |
|
||||||
|
|
|
|
|
|
|
||||||
|
|
|
250℃を超える温度は、25℃間隔で増し、耐熱クラスも、それに対応する温度の数値で呼称する。 備考 電動機の電気絶縁の耐熱クラスは、日本工業規格C4003―1998(電気絶縁の耐熱クラス及び耐熱性評価)による。 |
|||||||||
|
|
|
|
|
||||||||
|
|
③ テスターを用いて電圧及び電流値を測定する。 |
③ 電圧及び電流値が設計値どおりであること。 |
|||||||||
|
(9) 制御盤、配線及び接地線の状態 |
(制御盤) |
(制御盤) |
|||||||||
|
① 制御盤の表示灯、充電部カバー及び銘板の破損、欠落等の有無を調べる。 |
① 表示灯の球切れ、破損、欠落等がないこと。 |
||||||||||
|
|
② 制御盤の計器類の作動不良等の有無を調べる。 |
② 作動不良等がないこと。 |
|||||||||
|
|
③ 制御盤内の粉じん等のたい積の有無を調べる。 |
③ 粉じん等のたい積がないこと。 |
|||||||||
|
|
④ 制御盤の端子の緩み、変色等の有無を調べる。 |
④ 制御盤の端子の緩み、変色等がないこと。 |
|||||||||
|
|
⑤ 電源を入れ指定された操作(ボタン操作等)を行う。 |
⑤ 機器が正常に作動すること。 |
|||||||||
|
|
(配線) |
(配線) |
|||||||||
|
|
① 目視により充電部の損傷の有無を調べる。 |
① 充電部にカバーが取り付けられていること。 |
|||||||||
|
|
② 目視により配線の被覆の摩耗、腐食、焼損その他損傷の有無を調べる。 |
② 配線の被覆に摩耗、腐食、焼損その他損傷のないこと。 |
|||||||||
|
|
(接地線) |
(接地線) |
|||||||||
|
|
接地端子の締付け状態を調べる。 |
接地端子の緩み又は外れのないこと。 |
|||||||||
|
(10) インバータ |
① マニュアル設定のインバータの場合は、電源を入れ周波数を変化させるボタン又はつまみを操作する。 |
① 電源の周波数が円滑に変化すること。 |
|||||||||
|
|
② 自動設定のインバータの場合は、インバータの電源を入れ自動運転をする。 |
② 円滑に、かつ、自動的に周波数が変化し、設定した周波数で定常運転に入ること。 |
|||||||||
|
(11) ファンの排風量 |
4の吸気及び排気の能力の検査を行った結果、判定基準に適合しない場合は、ファン入口側又は出口側に設けられている測定孔において、ピトー管及びマノメータを用いて、ダクト内の平均風速を求めて排風量を計算する。 |
4の吸気及び排気の能力の検査に係る判定基準に適合するために必要な排風量以上であること。 |
|||||||||
4.吸気及び排気の能力 |
(1) 制御風速 |
局所排気装置を作動させ、熱線風速計等を用いて、次に定める位置における吸い込み気流の速度を測定する。ただし、(2)の抑制濃度の検査を行った局所排気装置については、この限りでない。 |
制御風速に係る局所排気装置(有機則第5条又は第6条の規定により設ける局所排気装置、特化則第29条第1号の局所排気装置のうち特定化学物質障害予防規則の規定に基づく厚生労働大臣が定める性能(昭和50年労働省告示第75号。以下「特化則告示」という。)第2号の局所排気装置及び粉じん則第4条又は第27条第1項ただし書の規定により設ける局所排気装置をいう。以下同じ。)にあっては、その制御風速が有機則第16条、特化則告示第2号又は昭和54年労働省告示第67号(粉じん障害防止規則第11条第1項第5号の規定に基づき厚生労働大臣が定める要件を定める件)本則に定める値以上であること。 |
|||||||||
|
|
|
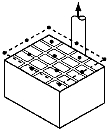
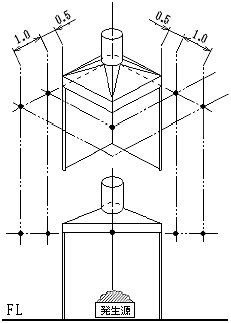
イ 囲い式フードの局所排気装置にあっては、次の図に示す位置 |
また、抑制濃度に係る局所排気装置(鉛則第5条から第20条までの規定により設ける局所排気装置、特化則告示第1号の局所排気装置及び石綿則第21条第1号の局所排気装置のうち石綿障害予防規則第16条第1項第4号の厚生労働大臣が定める性能(平成17年厚生労働省告示第129号。以下「石綿則告示」という。)の局所排気装置をいう。以下同じ。)で、過去に行った(2)の抑制濃度の検査の際、(2)の判定基準に適合している場合の中欄に定める位置における制御風速を測定しているものにあっては、その制御風速が過去に測定した制御風速以上であること。 なお、抑制濃度とは、発生源付近における有害物質の濃度をその値以下に抑えることによって、作業者のばく露濃度を安全水準に保つよう意図して定めた濃度である。 |
||||||||
|
|
|
||||||||||
|
|
(イ)
|
(ロ)
|
|||||||||
|
|
備考 1 ・印は、フードの開口面をそれぞれの面積が等しく、かつ、一辺が0.5メートル以下となるように、16以上(フードの開口面が著しく小さい場合にあっては、2以上)の部分に分割した各部分の中心であって、吸い込み気流の速度を測定する位置を表す。 2 図(イ)及び(ロ)に示す型式以外の型式のフードの局所廃棄装置に係る位置については、これらの図に準ずるものとする。 |
||||||||||
|
|
|
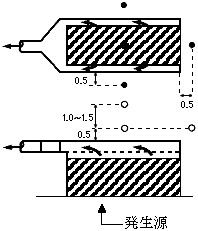
ロ 外付け式フードの局所排気装置にあっては、次の図に示す位置 |
有機則第18条の3第1項の規定により、所轄労働基準監督署長から当該局所排気装置を当該制御風速(特例制御風速)で稼働させることができる許可を受けた場合にあっては、申請時の特例制御風速を充足していること。 |
||||||||
|
|
(イ)
|
(ロ)
|
(ハ)
|
(ニ)
|
|
||||||
|
|
スロット型 |
ルーバー型 |
グリッド型 |
円形型 |
|
||||||
|
|
備考 1 ・印は、フードの開口面から最も離れた作業位置であって、吸い込み気流の速度を測定する位置を表す。 2 図(イ)から(ニ)までに示す型式以外の型式のフードの局所排気装置に係る位置については、これらの図に準ずるものとする。 |
|
|||||||||
|
(2) 抑制濃度 |
抑制濃度に係る局所排気装置について、局所排気装置を作動させ、次に定めるところにより、空気中の有害物質の濃度を測定する。 |
空気中の有害物質の濃度が、鉛則第30条、特化則告示第1号の表又は石綿則告示に定める値を超えないこと。 |
|||||||||
|
|
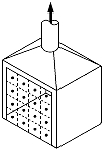
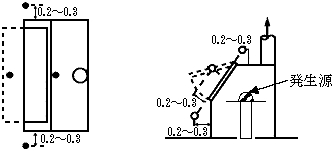
イ 測定点は、次に定める位置とすること。 (イ) 囲い式フードの局所排気装置にあっては、次の図に示す位置 a カバー型
b グローブボックス型
c 一側面開放の建築ブース型
d 二側面開放の建築ブース型
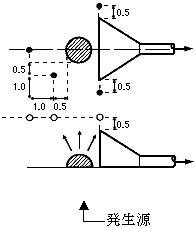
備考 1 寸法の単位は、メートルとする。 2 ○印及び・印は、測定点を表す。 3 図aのカバー型の囲い式フードの局所排気装置については、すべてのすき間を測定点とすること。ただし、対向するすき間又は並列するすき間で排気ダクトからの距離が等しいものについては、そのうちの1つを測定点として差し支えない。 4 図a及びbに示す型式以外の型式のフードの局所排気装置に係る測定点の位置については、これらの図に準ずるものとする。 (ロ) 外付け式フードの局所排気装置にあっては、次の図に示す位置 |
|
|||||||||
|
|
a 側方吸引型
|
b 上方吸引型
|
|
||||||||
|
|
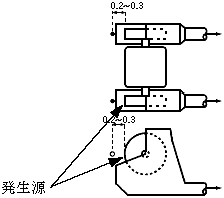
c 下方吸引型
|
d スロット型
|
|
||||||||
|
|
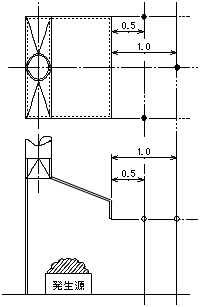
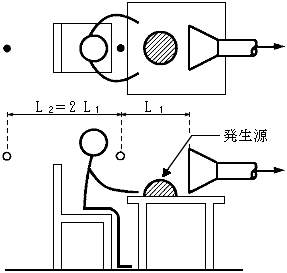
e その他(フードの開口面が小さく、かつ、作業位置が一定の机上作業等について設けるもの)
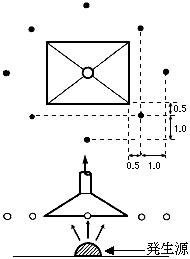
備考 1 寸法の単位は、メートルとする。 2 ○印及び・印は、測定点を表す。 3 図bの上方吸引型の外付け式フードのうち、フードが円形のものにあっては、測定点を同心円上にとること。 4 図eのL1は、フードの開口面から作業者の呼吸位置までの距離(その距離が0.5メートル以上であるときは、0.5メートル)を表す。 5 図aからeまでに示す型式以外の型式のフードの局所排気装置に係る測定点の位置については、これらの図に準ずるものとする。 (ハ) レシーバ式フードの局所排気装置にあっては、次の図に示す位置 グラインダ型
備考 1 寸法の単位は、メートルとする。 2 ○印及び・印は、測定点を表す。 3 この図に示す型式以外の型式のフードの局所排気装置に係る測定点の位置については、同図又は他の方式の同形のものに準ずるものとする。 ロ 測定は、1日についてイの測定点ごとに1回以上行うこと。 ハ 測定は、作業が定常的に行われている時間(作業開始後1時間を経過しない間を除く。)に行うこと。 ニ 一の測定点における試料空気の採取時間は、10分間以上の継続した時間とすること。ただし、直接捕集方法又は検知管方式による測定機器を用いる方法による測定については、この限りでない。 ホ 測定方法については、作業環境測定基準(昭和51年労働省告示第46号)第10条第1項若しくは第2項又は第11条第1項に定めるところによること。 ヘ 空気中の有害物質の濃度(Mg)は、次の式により計算を行って得た値とすること。
(この式において、A1,A2…………Anは、各測定点における測定値を表すものとする。) |
|
|||||||||