◆トップページに移動 │ ★目次のページに移動 │ ※文字列検索は Ctrl+Fキー
小型ボイラー及び小型圧力容器構造規格
制 定 昭和五十年十月十八日労働省告示第八十四号
最終改正 令和七年十一月七日厚生労働省告示第二百九十一号
労働安全衛生法(昭和四十七年法律第五十七号)第四十二条の規定に基づき、小型ボイラー及び小型圧力容器構造規格を次のように定める。
小型ボイラー及び小型圧力容器構造規格
目次
第一章 小型ボイラー構造規格
第一節 材 料(第一条・第二条)
第二節 構 造(第三条―第十七条)
第三節 工作及び水圧試験(第十八条―第二十三条の二)
第四節 附属品(第二十四条―第三十条の二)
第五節 雑 則(第三十一条・第三十二条)
第二章 小型圧力容器構造規格(第三十三条―第四十二条)
第一章 小型ボイラー構造規格
第一節 材 料
(材料)
第一条 小型ボイラーの主要材料は、次に掲げる日本産業規格又は日本工業規格に適合したもの(当該日本産業規格又は日本工業規格に定められた試験を省略したものを含む。)又はこれらと同等以上の機械的性質を有するものでなければならない。
一 日本産業規格G三一〇一(一般構造用圧延鋼材)
二 日本産業規格G三一〇三(ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板)
三 日本産業規格G三一〇六(溶接構造用圧延鋼材)
四 日本産業規格G三一一五(圧力容器用鋼板)
五 日本産業規格G三四六一(ボイラ・熱交換器用炭素鋼鋼管)
六 日本産業規格G三四六二(ボイラ・熱交換器用合金鋼鋼管)
七 日本産業規格G三四六三(ボイラ・熱交換器用ステンレス鋼鋼管)
八 日本産業規格G三四五四(圧力配管用炭素鋼鋼管)
九 日本産業規格G三四五二(配管用炭素鋼鋼管)
十 日本産業規格G三四五九(配管用ステンレス鋼鋼管)
十一 日本産業規格G四〇五一(機械構造用炭素鋼鋼材)
十二 日本産業規格G三二〇一(炭素鋼鍛鋼品)
十三 日本産業規格G五一〇一(炭素鋼鋳鋼品)
十四 日本産業規格G五五〇一(ねずみ鋳鉄品)
十五 日本産業規格G五七〇五(可鍛鋳鉄品)
(材料の許容引張応力)
第二条 計算に使用する小型ボイラーの材料の許容引張応力の値は、次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
区 分 |
許容引張応力の値 |
||
一 |
日本産業規格に定められた種類が明らかな鋼材(鋳鋼を除く。) |
当該種類の鋼材について日本産業規格に定められた引張強さの最小値の四分の一 |
|
二 |
一の項に掲げる鋼材以外の鋼材(鋳鋼を除く。) |
鋼管以外の鋼材 |
八十八ニュートン毎平方ミリメートル |
鋼管 |
七十四ニュートン毎平方ミリメートル |
||
三 |
日本産業規格に定められた種類が明らかな鋳鋼 |
当該種類の鋳鋼について日本産業規格に定められた引張強さの最小値の六分の一 |
|
四 |
三の項に掲げる鋳鋼以外の鋳鋼 |
五十九ニュートン毎平方ミリメートル |
|
五 |
日本産業規格に定められた種類が明らかな鋳鉄 |
当該種類の鋳鉄について日本産業規格に定められた引張強さの最小値の八分の一 |
|
六 |
五の項に掲げる鋳鉄以外の鋳鉄 |
十二・三ニュートン毎平方ミリメートル |
|
2 前項の規定にかかわらず、ボイラー構造規格(平成十五年厚生労働省告示第百九十七号)第一編の規定に適合する小型ボイラー(以下「特定規格適合小型ボイラー」という。)については、材料(鋳造品を除く。)の許容引張応力の値は、次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
| 区 分 | 許容引張応力の値 | |
| 一 | 鉄鋼材料及び非鉄金属材料(二の項及び三の項に掲げるものを除く。) | 次に掲げる値のうち最小のもの 一 常温における引張強さの最小値の三・五分の一 二 材料の使用温度における引張強さの三・五分の一 三 常温における降伏点又は〇・二パーセント耐力の最小値の一・五分の一 四 材料の使用温度における降伏点又は〇・二パーセント耐力の一・五分の一(オーステナイト系ステンレス鋼鋼材であって、都道府県労働局長の認めた箇所に使用されるものについては、材料の使用温度における〇・二パーセント耐力の九十パーセントとすることができる。) |
| 二 | 鉄鋼材料及び非鉄金属材料のうち熱処理等により強度を高めたボルト(三の項に掲げるものを除く。) | 一の項から求めた値及び次に掲げる値のうち最小のもの 一 常温における引張強さの最小値の五分の一 二 常温における降伏点又は〇・二パーセント耐力の最小値の四分の一 |
| 三 | 鉄鋼材料及び非鉄金属材料のうち材料の使用温度が当該材料のクリープ領域にある場合 | 次に掲げる値のうち最小のもの 一 当該温度において千時間に〇・〇一パーセントのクリープを生ずる応力の平均値 二 当該温度において十万時間でラプチャを生ずる応力の平均値の一・五分の一 三 当該温度において十万時間でラプチャを生ずる応力の最小値の一・二五分の一 |
3 第一項の規定にかかわらず、特定規格適合小型ボイラーについては、鋳造品の許容引張応力の値は、次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
| 区 分 | 許容引張応力の値 | |
| 一 | 日本産業規格G五五〇二(球状黒鉛鋳鉄品)のFCD四〇〇及びFCD四五〇並びに日本産業規格G五七〇五(可鍛鋳鉄品)に定める黒心可鍛鋳鉄品並びにこれらと同等以上の機械的性質を有するもの | 材料の使用温度における引張強さの六・二五分の一 |
| 二 | 一の項以外の鋳鉄品 | 材料の使用温度における引張強さの十分の一 |
| 三 | 日本産業規格G五一〇一(炭素鋼鋳鋼品)であって、次項の表に掲げる化学成分の含有量が同表の上欄に掲げる鋳鋼品の種類に応じ、それぞれ同表の下欄に掲げる値以下である鋳鋼品、日本産業規格G五一〇二(溶接構造用鋳鋼品)、日本産業規格G五一二一(ステンレス鋼鋳鋼品)及び日本産業規格G五一五一(高温高圧用鋳鋼品)並びにこれらと同等以上の機械的性質を有するもの | 〇・八(都道府県労働局長の定める検査に合格したものにあっては、当該検査の種類及び方法に応じ、〇・九又は一・〇)を前項の表一の項又は三の項の規定から求めた値に乗じて得た値 |
| 四 | 三の項以外の鋳鋼品 | 〇・六七を前項の表一の項又は三の項の規定から求めた値に乗じて得た値 |
| 五 | 非鉄金属鋳造品 | 〇・八を前項の表一の項の規定から求めた値に乗じて得た値 |
4 前項の表三の項の鋳鋼品の種類及び化学成分の含有量の値は次の表によるものとする。
| 鋳鋼品の種類 | 化学成分 | |||||||
| 炭素 | マンガン | りん | 硫黄 | けい素 | ニッケル | クロム | 銅 | |
| SC三六〇及びSC四八〇 | 〇・二五 | 〇・七〇 | 〇・〇四 | 〇・〇四 | 〇・六〇 | 〇・五〇 | 〇・五〇 | 〇・五〇 |
| SC四五〇及びSC四八〇 | 〇・三五 | 〇・七〇 | 〇・〇四 | 〇・〇四 | 〇・六〇 | 〇・五〇 | 〇・五〇 | 〇・五〇 |
備考 一 各成分の単位は、パーセントとする。 二 炭素の含有量の値が表中の値より〇・〇一減少するごとにマンガンの含有量を表中の値より〇・〇四増加することができる。ただし、マンガンの含有量の値は、一・一〇を超えてはならない。 三 ニッケル、クロム及び銅の含有量の合計の値は、一・〇を超えてはならない。 |
||||||||
第二節 構 造
(圧力を受ける部分の厚さ)
第三条 胴、鏡板その他の圧力を受ける部分(炉筒及び煙突管を除く。)の厚さは、次の各号に掲げる材料に応じ、それぞれ当該各号に定める値以上としなければならない。
一 鋼板 三ミリメートル
二 鋼管 二ミリメートル
三 鋳鉄 五ミリメートル
(胴の板の最小厚さ)
第四条 内面に圧力を受ける胴の板の厚さは、次の算式により算定した値以上としなければならない。
t=(PD/2σaη)+α
( この式において、t、P、D、σa、η及びαは、それぞれ次の値を表すものとする。
t 胴の板の最小厚さ(単位 ミリメートル)
P 使用する最高圧力(以下「最高圧力」という。)(単位 メガパスカル)
D 内径(単位 ミリメートル)
σa 材料の許容引張応力(単位 ニュートン毎平方ミリメートル)
η 長手継手の最小効率
α 腐れしろ(単位 ミリメートル)で一以上とする。)
(鏡板の要件)
第五条 鏡板は、次の要件を具備しなければならない。
一 r≧3t
( この条において、r及びtは、それぞれ次の値を表すものとする。
r 鏡板のすみの丸みの内半径(単位 ミリメートル)
t 鏡板の厚さ(単位 ミリメートル))
二 ℓ≧2t(リベット継手の場合にあつては、厚生労働省労働基準局長が定めるところによる。)
( この式において、ℓは、鏡板フランジの平行部の長さ(単位 ミリメートル)を表すものとする。)
三 さら形鏡板にあつては、R≦1.5D
( この式において、R及びDは、それぞれ次の値を表すものとする。
R 鏡板の中央部における内面の半径(単位 ミリメートル)
D 鏡板フランジの外径(単位 ミリメートル))
四 半だ円体形鏡板にあつては、(a/b)≦3
( この式において、a及びbは、それぞれ次の値を表すものとする。
a 鏡板の内面における長径(単位 ミリメートル)
b 鏡板の内面における短径(単位 ミリメートル))
(皿形鏡板等の最小厚さ)
第六条 中低面に圧力を受ける鏡板の厚さは、次の各号に掲げる鏡板の種類に応じ、それぞれ当該各号に定める算式により算定した値以上としなければならない。
一 皿形鏡板
t=(PRW/2σaη)+α
( この項において、t、P、R、W、σa、η及びαは、それぞれ次の値を表すものとする。
t 鏡板の最小厚さ(単位 ミリメートル)
P 最高圧力(単位 メガパスカル)
R 鏡板の中央部における内面の半径(単位 ミリメートル)
W さら形の形状に関する係数で、次の算式により算定するものとする。
W=(1/4)(3+(√(R/r)))
( この式において、rは、鏡板のすみの丸みの内半径(単位 ミリメートル)を表すものとする。)
σa 材料の許容引張応力(単位 ニュートン毎平方ミリメートル)
η 鏡板に継手がある場合におけるその最小効率
α 腐れしろ(単位 ミリメートル)で一以上とする。)
二 半だ円体形鏡板
t=(PDV/2σaη)+α
( この号において、D及びVは、それぞれ次の値を表すものとする。
D 鏡板の内面における長径(単位 ミリメートル)
V 鏡板の形状に関する係数で、次の算式により算定するものとする。
V=1/6〔2+(D/2h)2〕
( この式において、hは、鏡板の内面における短径の二分の一の値(単位 ミリメートル)を表すものとする。))
2 中高面に圧力を受ける鏡板の厚さは、次の各号に掲げる鏡板の種類に応じ、それぞれ当該各号に定める算式により算定した値以上としなければならない。
一 皿形鏡板
t=(PRW/1.2σaη)+α
( この項において、t、P、R、W、σ
a、η及びαは、それぞれ前項第一号に定める値と同じ値を表すものとする。)二 半だ円体形鏡板
t=(PDV/1.2σaη)+α
( この式において、D及びVは、それぞれ前項第二号に定める値と同じ値を表すものとする。)
(ステーによつて支えられない平板の最小厚さ)
第七条 平鏡板、平ふた板、平底板等の平板でステーによつて支えられないものの厚さは、次の算式により算定した値以上としなければならない。
t=d(√(ZCP/σa))+α
( この条において、t、d、Z、C、P、σa及びαは、それぞれ次の値を表すものとする。
t 平板の最小厚さ(単位 ミリメートル)
d 次の図に示すように測つた直径又は最小スパン(単位 ミリメートル)
Z 平板の形状によつて定まる係数で、円形の平板にあつては一とし、円形以外の平板にあつては次の算式により算定した値(その値が二・五を超えるときは、二・五)とするものとする。
Z=3.4-(2.4d/D)
( この式において、Dは、次の図に示すように測つた最小スパンに直角な最大スパン(単位 ミリメートル)を表すものとする。)
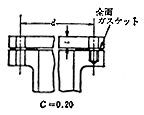
C 平板の取付け方法によつて定まる定数で、次に定めるところによる。
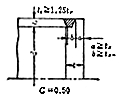
イ 次の図(イ)に示すように平板が胴、フランジ等に全面ガスケットを用いてボルトで取り付けられるときは、〇・二〇とする。
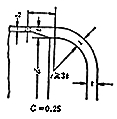
ロ 次の図(ロ)に示すようにフランジ付きの平板が胴、管等に突合せ溶接されるときは、〇・二五とする。
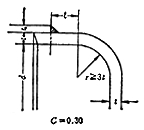
ハ 次の図(ハ)に示すようにフランジ付きの平板が胴、管等に全厚すみ肉重ね溶接されるときは、〇・三〇とする。
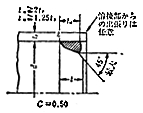
ニ 次の図(ニ)に示すように平板が胴、管等の端部内側に溶接されるときは、〇・五〇とする。
ホ 次の図(ホ)に示すように円形の平板が胴、管等の端部に溶接され、当該円形の平板の一部が胴にはまり込んで裏当金の作用をするときは、〇・五〇とする。
P 最高圧力(単位 メガパスカル)
σa 材料の許容引張応力(単位 ニュートン毎平方ミリメートル)
α 腐れしろ(単位 ミリメートル)で一以上とする。)
(イ) |
(ロ) |
(ハ) |
|
|
|
(ニ) |
(ホ) |
|
|
|
備考
1 tr:継目無胴、管等の計算上必要な厚さ
2 ts:胴板の実際の厚さ
(炉筒及び煙突管の厚さ)
第八条 炉筒及び煙突管の厚さは、四ミリメートル以上としなければならない。
(ステーが支える荷重)
第九条 ステーが支える荷重は、当該ステーの中心点と当該ステーの周囲のステーの中心点又は鏡板の曲がりの始まる線上の点とを結ぶ線の垂直二等分線が作る図形の面積から、当該図形の中にある当該ステーの占める面積を差し引いた面積に最高圧力を乗じたものとする。
2 斜ステーの支える荷重は、前項の規定にかかわらず、同項の方法により算定した値をステーの軸方向に換算したものとする。
(鋼製ステーの許容引張応力)
第十条 鋼製ステーの許容引張応力の値は、第二条の規定にかかわらず、五十ニュートン毎平方ミリメートルとする。
(ステーの取付け)
第十一条 ステーを溶接以外の方法により平鏡板等の板に取り付ける場合には、次に定めるところによらなければならない。
一 ステーボルトは、ねじ山二以上を板面より出してこれをかしめること。
二 棒ステーは、ねじ山二以上が板面より出るようにねじ込んでこれをかしめ、又は板に差し込んでその内外両側にナットを取り付けること。
三 管ステーは、ねじ込んでころ広げを行い、又は管穴にみぞを二以上設けてこれに差し込んでころ広げを行うこと。
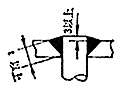
2 ステーを溶接により平鏡板等の板に取り付ける場合には、次に定めるところによらなければならない。この場合において、ステーの軸に平行にせん断力が作用する溶接面の面積は、前二条の規定により必要とされるステーの断面積の一・二五倍以上としなければならない。
一 棒ステーは、次の図(イ)若しくは(ロ)又は(ハ)に示すように板に開先を作つて溶接し、又はステーを板の穴に差し込んでその端部を板の外面より外に出してその全周をすみ肉溶接すること。
(イ) |
(ロ) |
(ハ) |
|
|
|
備考
1 単位は、ミリメートルとする。
2 tは、ステーを取り付ける板のうち薄い方の板の厚さとする。
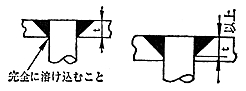
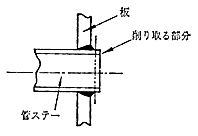
二 管ステーは、前号に定める方法により溶接すること。この場合において、完全溶込みの開先を作る方法以外の方法による溶接を行うときはころ広げを行い、当該管ステーの端部が火炎に触れるときは次の図に示すように当該端部を削り取ること。
3 斜ステー又はガセットステーを鏡板の内面に取り付ける場合には、すみ肉溶接によつてはならない。
(ステーによつて支えられる板の最小厚さ)
第十二条 規則的に配置されたステーによつて支えられる平鏡板等の板の厚さは、次の算式により算定した値以上としなければならない。
t=p(√(P/Cσa))+α
( この式において、t、p、P、C、σa及びαは、それぞれ次の値を表すものとする。
t 板の最小厚さ(単位 ミリメートル)
p ステーの平均ピッチ(単位 ミリメートル)で、ステーの水平及び垂直方向の中心線間の距離の平均値とする。
P 最高圧力(単位 メガパスカル)
C 次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
区 分 |
値 |
板にねじ込み、端部をかしめたステー |
二・一 |
板に差し込み、端部をすみ肉溶接したステー(管ステーを除く。) |
二・一 |
板に開先を作り、端部をレ形溶接したステー(管ステーを除く。) |
二・五 |
板の内外両側にナットを取り付けた棒ステー |
二・五 |
端部が火炎に触れない管ステー |
二・五 |
端部が火炎に触れる管ステー |
二・二 |
σa 材料の許容引張応力(単位 ニュートン毎平方ミリメートル)
α 腐れしろ(単位 ミリメートル)で一以上とする。)
2 不規則に配置されたステーによつて支えられる平鏡板等の板の厚さは、次の算式により算定した値以上としなければならない。
t=p(√(P/Cσ))+α
( この式において、t、P、σa及びαはそれぞれ前項に定める値と同じ値を表し、p及びCはそれぞれ次の値を表すものとする。
p 次の算式により算定するものとする。
p=(d/(√2))
( この式において、dは、三つの支点(鏡板の曲がりの始まる線上の点、溶接で取り付けられる炉筒、ガセットステー等と板とで作られる線上の点又はガセットステー以外のステーの中心点をいう。以下この項において同じ。)を通り、内部に支点を含まない最大円(以下この項において「最大円」という。)の直径(単位 ミリメートル)を表すものとする。)
C 次の表の上欄に掲げる最大円が通る支点の種類に応じ、それぞれ同表の下欄に定める値の平均の値とする。)
最大円が通る支点の種類 |
値 |
鏡板の曲がりの始まる線上の点 |
三・二 |
溶接で取り付けられる炉筒、ガセットステー等と板とで作られる線上の点 |
三・二 |
ガセットステー以外のステーの中心点 |
前項の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値 |
(掃除及び検査のために必要な穴の設置)
第十三条 胴又は鏡板及び燃焼室には、内部の掃除及び検査のために必要な穴を設けなければならない。
(穴の補強)
第十四条 胴、管寄せ、鏡板等に設けられた穴は、その周囲に強め材を取り付ける等の方法により補強しなければならない。ただし、径が胴又は管寄せの内径の四分の一以下の穴であつて、次の各号のいずれかに該当するものは、この限りでない。
一 径が六十一ミリメートル以下である単独の穴
二 取付け物(内径が八十二ミリメートル以下のものに限る。)を溶接で取り付ける穴
(煙管の最小厚さ)
第十五条 煙管の厚さは、次の算式により算定した値以上としなければならない。
t=(Pd/68.6)+1.5
( この式において、t、P及びdは、それぞれ次の値を表すものとする。
t 煙管の最小厚さ(単位 ミリメートル)
P 最高圧力(単位 メガパスカル)
d 煙管の外径(単位 ミリメートル))
(水管の最小厚さ)
第十六条 水管の厚さは、次の算式により算定した値以上としなければならない。
t=(Pd/2σa)+1.5
( この式において、t、P、d及びσaは、それぞれ次の値を表すものとする。
t 水管の最小厚さ(単位 ミリメートル)
P 最高圧力(単位 メガパスカル)
d 水管の外径(単位 ミリメートル)
σa 材料の許容引張応力で、次の表の上欄に掲げる鋼管については、第二条の規定にかかわらず、当該鋼管の区分に応じ、それぞれ同表の下欄に定める値とする。)
区 分 |
許容引張応力の値 |
|
電気抵抗溶接鋼管 |
日本産業規格に定められた種類が明らかなもの |
第二条の表の一の項下欄に定める値の百分の八十五 |
その他のもの |
六十二・四八ニュートン毎平方ミリメートル |
|
鍛接鋼管及びアーク溶接鋼管 |
日本産業規格に定められた種類が明らかなもの |
第二条の表の一の項下欄に定める値の百分の六十五 |
その他のもの |
四十七・七八ニュートン毎平方ミリメートル |
|
(特殊な形状の鋼製の小型ボイラー等の特例)
第十七条 第四条、第六条、第七条、第十二条、第十五条又は前条の規定を適用することが困難であると認められる特殊な形状の小型ボイラーについて、その最高圧力が、当該小型ボイラーに水圧力を徐々に加え、最も弱いと認められる箇所が上降伏点に達した時の水圧力を求め、次の算式により算定した圧力(以下この項において「検定圧力」という。)以下である場合には、当該小型ボイラーは、当該適用することが困難であると認められる第四条、第六条、第七条、第十二条、第十五条又は前条の規定に適合するものとみなす。この場合において、当該小型ボイラーの最も弱いと認められる箇所の外面にあらかじめ石灰乳を塗つてこれを乾燥させておき、その塗膜が点状にはがれ落ちた時の水圧力を、当該箇所が上降伏点に達した時の水圧力とみなして、検定圧力を算定することができる。
P=Poσa/σo
( この式において、P、Po、σa及びσoは、それぞれ次の値を表すものとする。
P 検定圧力(単位 メガパスカル)
Po 最も弱いと認められる箇所が上降伏点に達した時の水圧力(単位 メガパスカル)
σa 材料の許容引張応力(単位 ニュートン毎平方ミリメートル)
σo 材料の下降伏点(当該下降伏点が不明の場合にあつては、引張強さの六十パーセント)
(単位 ニュートン毎平方ミリメートル))
2 鋳鉄製の小型ボイラーについて、その最高圧力が当該小型ボイラーを構成する各セクションのうち最も弱いと認められるものから三個を選び、水圧力を徐々に加えることにより破壊した時の水圧力(以下この項において「破壊圧力」という。)を求め、次の算式により算定した圧力(以下この条において「検定圧力」という。)以下である場合には、当該小型ボイラーは、第三条第三号、第四条、第六条、第七条、第十二条、第十五条及び前条の規定に適合するものとみなす。
P=PoσoK/5σt
( この式において、P、Po、σo、K及びσtは、それぞれ次の値を表すものとする。
P 検定圧力(単位 メガパスカル)
Po 水圧力を加えた三個のセクションの破壊圧力の最小値(単位 メガパスカル)
σo 材料の最小引張強さ(単位 ニュートン毎平方ミリメートル)で、次の表の上欄に掲げる種類に応じ、それぞれ同表の下欄に定める値とする。
種 類 |
値 |
日本産業規格G五五〇一(ねずみ鋳鉄品)に定める二種 |
百七十 |
日本産業規格G五五〇一(ねずみ鋳鉄品)に定める三種 |
二百二十 |
日本産業規格G五五〇一(ねずみ鋳鉄品)に定める四種 |
二百五十 |
日本産業規格G五五〇一(ねずみ鋳鉄品)に定める五種 |
三百 |
K 水圧力を加えた三個のセクションの破壊が曲げ応力によることが明らかである場合には一・五、その他の場合には一・〇とする。
σt 水圧力を加えた三個のセクションに対応する三個の試験片(日本産業規格Z二二四一(金属材料引張試験方法)に定める八号試験片の八Bによる。)の引張強さの平均値(単位 ニュートン毎平方ミリメートル))
3 鋳鉄製の小型ボイラーに関し、検定圧力を算定する場合において、前項の水圧力を加えた三個のセクションに対応する三個の試験片のいずれかの引張強さが、同項の式においてその種類に応じて用いられることとされている材料の最小引張強さの値を下回るときは、当該小型ボイラーについては、同項の規定は適用しない。
第三節 工作及び水圧試験
(管穴)
第十八条 管穴は、板の両面とも鋭い縁があつてはならない。
(管類の取付け)
第十九条 管類を管板に取り付ける場合には、ころ広げを行つた後、次に定めるところによらなければならない。
一 煙管については、火炎に触れる端部を縁曲げすること。ただし、端部を管板から三ミリメートル以上六ミリメートル以下突き出して、その全周をすみ肉溶接した場合には、この限りでない。
二 水管その他の内部に圧力を受ける管については、端部をラッパ状に広げること。ただし、縁曲げ又は漏止め溶接をした場合には、この限りでない。
2 煙管又は水管を管板に取り付ける場合には、前項の規定にかかわらず、次の各号に定めるところによることができる。
一 管の外径に一・五ミリメートルを加えた値以下の直径の管穴を設け、かつ、深さが管の厚さ(当該厚さが三ミリメートル未満のときは、三ミリメートル)以上の開先を作つて溶接を行うこと。
二 管の外径に〇・八ミリメートルを加えた値以下の直径の管穴を設け、のど厚が六ミリメートル以上のすみ肉溶接を行うこと。
(溶接部の穴)
第二十条 溶接部(溶着鉄の縁から六ミリメートル以内の部分を含む。)には、補強しない穴を設けてはならない。
(溶接)
第二十一条 溶接は、著しい曲げ応力を生ずる部分を避けて行わなければならない。
2 胴の長手継手を溶接する場合には、突合せ両側溶接の方法によらなければならない。ただし、構造上裏から溶接できない場合には、裏当金を用いる突合せ片側溶接の方法その他十分な溶込みが得られる突合せ片側溶接の方法によることができる。
3 重ね溶接は、胴の周継手(鏡板の取付け継手を含む。)及び管台、強め材、当て金その他これらに類するものの取付けの場合に限り行うことができる。この場合には、重ね部に、外気に通ずる空気抜き穴を設けなければならない。
4 胴、鏡板等の長手継手、周継手等の溶接は、下向き溶接の方法によらなければならない。ただし、変更又は修繕の場合その他下向き溶接の方法によることが困難な場合については、この限りでない。
5 突合せ両側溶接を行うに当たつては、一方の側から溶接を行い、次に他方の側から溶接を行う前に開先の底部の欠陥を完全に除去しなければならない。
6 溶接部は、溶込みが十分で、かつ、割れ又はアンダカット、オーバラップ、クレータ、スラグの巻込み、ブローホール等で有害なものがあつてはならない。
(溶接継手等の効率)
第二十二条 溶接継手の効率は、次の各号に掲げる溶接の種類に応じ、それぞれ当該各号に定めるところによる。
一 突合せ両側溶接 五五パーセント
二 突合せ片側溶接 四八パーセント
三 両側全厚すみ肉重ね溶接 四七パーセント
四 片側全厚すみ肉重ね溶接 三六パーセント
2 リベット継手の効率は、厚生労働省労働基準局長が定めるところによる。
(水圧試験)
第二十三条 小型ボイラーは、次の各号に掲げる区分に応じ、それぞれ当該各号に定める圧力により水圧試験を行つて異状のないものでなければならない。この場合において、第四号の水圧試験は、セクションを組み合わせる前に行うものとする。
一 最高圧力が〇・一メガパスカル以下の小型ボイラー 〇・二メガパスカル(大気に開放した蒸気管を取り付けた小型ボイラー又は最高圧力〇・〇五メガパスカル以下で、かつ、内径が二十五ミリメートル以上のU形立管を蒸気部に取り付けた小型ボイラーにあつては、〇・一メガパスカル)
二 最高圧力が〇・一メガパスカルを超え、〇・四二メガパスカル以下の小型ボイラー 最高圧力の二倍の圧力
三 最高圧力が〇・四二メガパスカルを超える小型ボイラー 最高圧力の一・三倍に〇・三メガパスカルを加えた圧力
四 鋳鉄製の小型ボイラーのセクション 〇・四メガパスカル
2 前項の規定にかかわらず、ほうろう引きの小型ボイラーについては、最高圧力に等しい圧力により水圧試験を行つて異状のないものとすることができる。
第二十三条の二 前条の規定にかかわらず、特定規格適合小型ボイラーは、最高使用圧力の一・三倍の圧力(その値が〇・二メガパスカル未満のときは、〇・二メガパスカル)により水圧試験を行って異状のないものでなければならない。
2 特定規格適合小型ボイラーのうち、最高使用圧力以上の圧力を受けるおそれのない温水ボイラーについては、前条及び前項の規定にかかわらず、最高使用圧力に〇・一メガパスカルを加えた圧力(その値が〇・二メガパスカル未満のときは、〇・二メガパスカル)により水圧試験を行って異状のないものでなければならない。
3 前条の規定にかかわらず、次の各号に掲げる特定規格適合小型ボイラーの部分は、それぞれ当該各号に掲げる圧力により水圧試験を行って異状のないものでなければならない。この場合において、第一号の水圧試験は、穴あけするものにあっては、穴あけ前に行うものとし、かつ、当該水圧試験圧力が前項に規定する圧力より小さい場合には、同項に規定する圧力によるものとする。
一 水管ボイラーの溶接部品最高使用圧力の一・三倍の圧力
二 鋳鉄品の部分最高使用圧力の二倍の圧力
4 前項第一号の水圧試験は、特定規格適合小型ボイラーの組立て後、溶接部について放射線検査又は超音波探傷試験が実施でき、かつ、当該溶接部の補修が可能である場合には、省略することができる。
第四節 附属品
(安全弁等)
第二十四条 蒸気ボイラーは、胴等の内部の圧力が最高圧力にその六パーセント(その値が〇・〇三四メガパスカル未満のときは、〇・〇三四メガパスカル)を加えた圧力を超えないようにするための安全弁又はこれに代わる安全装置を備えたものでなければならない。ただし、大気に開放した内径が二十五ミリメートル以上の蒸気管を取り付けたもの又は最高圧力が〇・〇五メガパスカル以下で、かつ、内径が二十五ミリメートル以上のU形立管を蒸気部に取り付けたものについては、この限りでない。
2 安全弁は、容易に検査できる位置に、ボイラー本体に直接取り付け、かつ、弁軸を鉛直にしなければならない。
3 安全弁の径は、二十ミリメートル以上としなければならない。
(逃がし弁)
第二十五条 温水ボイラーは、最高圧力に達すると直ちに作用する逃がし弁を備えたものでなければならない。ただし、容易に検査できる位置に、内径が二十五ミリメートル以上の逃がし管を取り付けたものについては、この限りでない。
2 逃がし弁の径は、十二ミリメートル以上としなければならない。
(圧力計)
第二十六条 蒸気ボイラーは、圧力計を取り付けたものでなければならない。
2 圧力計は、指示値を確実に確認できるものとし、当該圧力計が示すことができる最大指示値は、当該圧力計が取り付けられているボイラーの最高圧力の一・五倍以上三倍以下の圧力でなければならない。
3 圧力計のコックは、サイホン管の垂直な部分に取り付け、かつ、そのハンドルを管軸と同一方向に置いた場合に開いているものでなければならない。
4 圧力計は、停電の場合においても有効に機能するものでなければならない。
(水高計等)
第二十七条 温水ボイラーは、水高計を取り付けたものでなければならない。ただし、圧力計を取り付けたものは、この限りでない。
2 水高計の最大指示値は、当該温水ボイラーの最高圧力の一・五倍以上三倍以下の水頭圧でなければならない。
3 水高計のコックは、そのハンドルを当該コックが取り付けられている管の管軸と同一方向に置いた場合に開いているものでなければならない。
4 温水ボイラーは、ボイラー水の出口付近の温度を表示する温度計を取り付けたものでなければならない。
(ガラス水面計)
第二十八条 蒸気ボイラー(単管式貫流ボイラーを除く。)は、ガラス水面計を取り付けたものでなければならない。
2 ガラス水面計のガラスは、日本産業規格B八二一一(ボイラー水面計ガラス)に適合するものでなければならない。
3 ガラス水面計は、ガラス管の最下部が蒸気ボイラーの使用中に維持しなければならない最低の水面を指示することとなるように取り付けなければならない。
(給水装置等)
第二十九条 蒸気ボイラーは、その最大蒸発量以上の水を供給することができる給水装置を備えたものでなければならない。
2 貫流ボイラーは、ボイラー水が不足した際、自動的に燃料の供給をしや断する装置又はこれに代わる安全装置を備えたものでなければならない。
(吹出管)
第三十条 蒸気ボイラーは、水室の最下部に直結する吹出管を備え、かつ、これに吹出弁又は吹出コックを取り付けたものでなければならない。ただし、単管式貫流ボイラーについては、この限りでない。
(温水温度自動制御装置)
第三十条の二 温水ボイラーで圧力が〇・一メガパスカルを超えるものは、次の各号に掲げる区分に応じ、温水温度がそれぞれ当該各号に掲げる温度に保たれるよう二個以上の温水温度自動制御装置を備えたものでなければならない。
一 最高圧力をメガパスカルで表した数値と内容積を立方メートルで表した数値との積が〇・〇二以下の温水ボイラー 百二十度以下
二 一以外の温水ボイラー 百度未満
2 前項の温水温度自動制御装置は、それぞれ別の方式により作動するものでなければならない。
3 前二項の規定は、特定規格適合小型ボイラー及びボイラー構造規格第二編の規定に適合する鋳鉄製の小型ボイラーには適用しない。
第五節 雑 則
(表示)
第三十一条 小型ボイラーは、次の事項を記載した銘板が取り付けられているものでなければならない。
一 蒸気ボイラー又は温水ボイラーの別
二 製造者名
三 製造年月
四 最高圧力
五 労働安全衛生法施行令(昭和四十七年政令第三百十八号)第一条第三号イに規定する伝熱面積
六 最大蒸発量又は最大熱出力
(適用除外)
第三十二条 次の各号のいずれかに該当する小型ボイラーで前四節の規定を適用することが困難なものについて、厚生労働省労働基準局長が前四節の規定に適合するものと同等以上の性能があると認めた場合には、この告示の関係規定は、適用しない。
一 輸入した小型ボイラー
二 特殊な材料を用いる小型ボイラー
三 特殊な形状の小型ボイラー
四 特殊な工作による小型ボイラー
第二章 小型圧力容器構造規格
(材料)
第三十三条 小型圧力容器の主要材料は、次に掲げる日本産業規格に適合したもの(当該日本産業規格に定められた試験を省略したものを含む。)又はこれらと同等以上の機械的性質を有するものでなければならない。
一 第一条各号に掲げる日本産業規格
二 日本産業規格G四三〇四(熱間圧延ステンレス鋼板及び鋼帯)
三 日本産業規格G四三〇五(冷間圧延ステンレス鋼板及び鋼帯)
四 日本産業規格H三一〇〇(銅及び銅合金の板及び条)(タフピッチ銅板、りん脱酸銅板及びネーバル黄銅板に限る。)
五 日本産業規格H三三〇〇(銅及び銅合金の継目無管)(りん脱酸銅継目無管及び復水器用黄銅継目無管に限る。)
六 日本産業規格H四〇〇〇(アルミニウム及びアルミニウム合金の板及び条)
七 日本産業規格H四〇八〇(アルミニウム及びアルミニウム合金継目無管)
八 日本産業規格H四一四〇(アルミニウム及びアルミニウム合金鍛造品)
九 本産業規格H五一二〇(銅及び銅合金鋳物)(青銅鋳物に限る。)
十 日本産業規格H五二〇二(アルミニウム合金鋳物)
(材料の許容引張応力)
第三十四条 第二条の規定は、小型圧力容器の材料の許容引張応力の値について準用する。
2 計算に使用するステンレス鋼板の許容引張応力の値は、次の表の上欄に掲げる日本産業規格G四三〇四(熱間圧延ステンレス鋼板及び鋼帯)及び日本産業規格G四三〇五(冷間圧延ステンレス鋼板及び鋼帯)に定めるステンレス鋼板の種類に応じ、それぞれ同表の下欄に定める値とする。次の表の下欄の温度の中間温度の場合における許容引張応力の値は、比例法により算定した値とする。
種 類 |
許容引張応力の値(単位 ニュートン毎平方ミリメートル) |
||||||||
温度が零下三〇度から四〇度までの場合 |
温度が一〇〇度の場合 |
温度が二〇〇度の場合 |
温度が三〇〇度の場合 |
温度が四〇〇度の場合 |
温度が五〇〇度の場合 |
温度が六〇〇度の場合 |
温度が七〇〇度の場合 |
温度が八〇〇度の場合 |
|
SUS三〇四HP SUS三〇四CP |
一三〇 |
一〇九 |
八五 |
七五 |
七二 |
六八 |
五五 |
二五 |
九・八 |
SUS三〇四LHP SUS三〇四LCP |
一二一 |
一〇四 |
七六 |
六三 |
五七 |
― |
― |
― |
― |
SUS三一六HP SUS三一六CP |
一三〇 |
一一〇 |
九四 |
八三 |
七五 |
七一 |
六四 |
二九 |
八・八 |
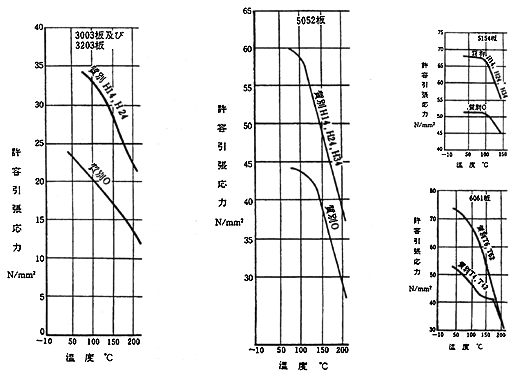
3 計算に使用する銅及び銅合金の許容引張応力の値は、次の各号に掲げる区分に応じ、それぞれ当該各号に掲げる図に示すところによる。
一 銅板及び銅合金板
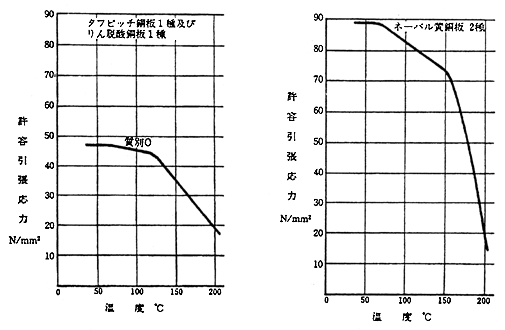
備考 これらの図において「タフピッチ銅板C1100」、「りん脱酸銅板C1201、C1220」及び「ネーバル黄銅板C4621、C4640」は、それぞれ日本産業規格H3100(銅及び銅合金の板及び条)に定めるタフピッチ銅板C1100、りん脱酸銅板C1201、C1220及びネーバル黄銅板C4621、C4640とする。
二 銅管及び銅合金管
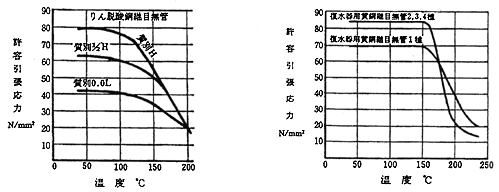
備考 これらの図において、「りん脱酸銅継目無管C1201、1220」、「復水器用黄銅継目無管C4430」及び「復水器用黄銅継目無管C6870、6871、6872」は、それぞれ日本産業規格H3300(銅及び銅合金の継目無管)に定めるりん脱酸銅継目無管C1201及びC1220、復水器用黄銅継目無管C4430並びに復水器用黄銅継目無管C6870、C6871及びC6872とする。
三 青銅鋳物
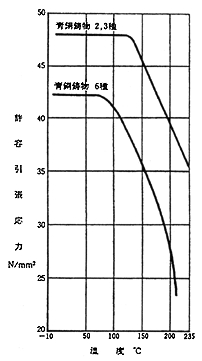
備考 この図において、「青銅鋳物2、3種」及び「青銅鋳物6種」は、それぞれ日本産業規格H5120(銅及び銅合金鋳物)に定める青銅鋳物2種及び3種並びにH5120(銅及び銅合金鋳物)に定める青銅鋳物6種とする。
4 計算に使用するアルミニウム及びアルミニウム合金の許容引張応力の値は、次の各号に掲げる区分に応じ、それぞれ当該各号に掲げる図に示すところによる。
一 アルミニウム板
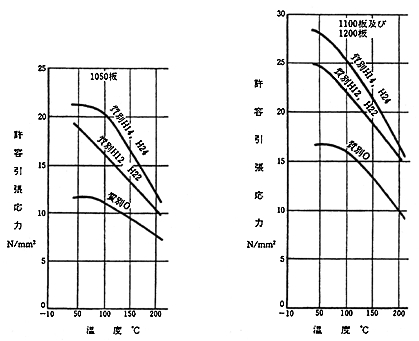
備考 これらの図において、「1050板」、「1100板」及び「1200板」は、それぞれ日本産業規格H4000(アルミニウム及びアルミニウム合金の板及び条)に定める1050板、1100板及び1200板とする。
二 アルミニウム合金板
備考 これらの図において、「3003板」、「3203板」、「5052板」、「5154板」及び「6061板」は、それぞれ日本産業規格H4000(アルミニウム及びアルミニウム合金の板及び条)に定める3003板、3203板、5052板、5154板及び6061板とする。
三 アルミニウム合金継目無管
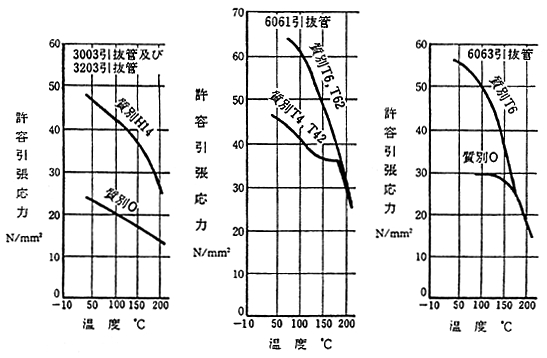
備考 これらの図において、「3003引抜管」、「3203引抜管」、「6061引抜管」及び「6063引抜管」は、それぞれ日本産業規格H4080(アルミニウム及びアルミニウム合金継目無管)に定める3003引抜管、3203引抜管、6061引抜管及び6063引抜管とする。
四 アルミニウム合金鍛造品
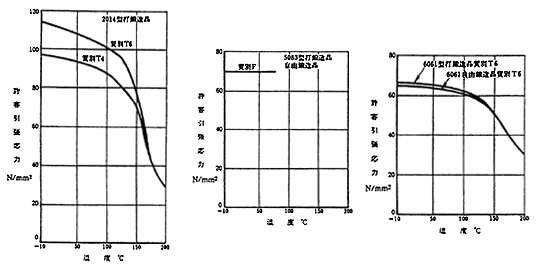
備考 これらの図において、「2014型打鍛造品」、「5083型打鍛造品、自由鍛造品」、「6061型打鍛造品」及び「6061自由鍛造品」は、それぞれ日本産業規格H4140(アルミニウム及びアルミニウム合金鍛造品)に定める2014型打鍛造品、5083型打鍛造品及び自由鍛造品、6061型打鍛造品並びに6061自由鍛造品とする。
五 アルミニウム合金鋳物
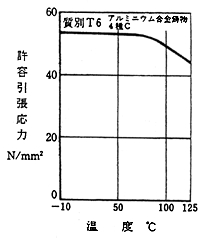
備考 この図において、「アルミニウム合金鋳物AC4C」は、日本産業規格H5202(アルミニウム合金鋳物)に定めるAC4Cとする。
第三十四条の二 前条の規定にかかわらず、圧力容器構造規格(平成十五年厚生労働省告示第百九十六号)第七十三条において準用する規定に適合する小型圧力容器(以下「特定規格適合小型圧力容器」という。)については、材料(鋳造品を除く。)の許容引張応力の値は、次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
| 区 分 | 許容引張応力の値 | |
| 一 | 鉄鋼材料及び非鉄金属材料(二の項から四の項までに掲げるものを除く。) | 次に掲げる値のうち最小のもの 一 常温における引張強さの最小値の三・五分の一 二 材料の使用温度における引張強さの三・五分の一 三 常温における降伏点又は〇・二パーセント耐力の最小値の一・五分の一 四 材料の使用温度における降伏点又は〇・二パーセント耐力の一・五分の一(オーステナイト系ステンレス鋼鋼材であって、都道府県労働局長の認めた箇所に使用されるものについては、材料の使用温度における〇・二パーセント耐力の九十パーセントとすることができる。) |
| 二 | 鉄鋼材料及び非鉄金属材料のうち日本産業規格G三一一五(圧力容器用鋼板)、日本産業規格G三一二〇(圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板)、日本産業規格G三一二六(低温圧力容器用炭素鋼鋼板)及び日本産業規格G三一二七(低温圧力容器用ニッケル鋼鋼板)に定める鉄鋼材料並びにこれらと同等以上の機械的性質を有するもの(四の項に掲げるものを除く。) | 次に掲げる値のうち最小のもの 一 常温における降伏点又は〇・二パーセント耐力の最小値の0.5(1.6-γ)倍の値 二 材料の使用温度における降伏点又は〇・二パーセント耐力の0.5(1.6-γ)倍の値(この号において、γは、降伏点又は〇・二パーセント耐力と引張強さとの比を表すものとする。ただし、γの値が〇・七未満の場合には、〇・七とする。) |
| 三 | 鉄鋼材料及び非鉄金属材料のうち熱処理等により強度を高めたボルト(四の項に掲げるものを除く。) | 一の項から求めた値及び次に掲げる値のうち最小のもの 一 常温における引張強さの最小値の五分の一 二 常温における降伏点又は〇・二パーセント耐力の最小値の四分の一 |
| 四 | 鉄鋼材料及び非鉄金属材料のうち材料の使用温度が当該材料のクリープ領域にある場合 | 次に掲げる値のうち最小のもの 一 当該温度において千時間に〇・〇一パーセントのクリープを生ずる応力の平均値 二 当該温度において十万時間でラプチャを生ずる応力の平均値の一・五分の一 三 当該温度において十万時間でラプチャを生ずる応力の最小値の一・二五分の一 |
第三十四条の三 第三十四条の規定にかかわらず、特定規格適合小型圧力容器については、鋳造品の許容引張応力の値は、次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
| 区 分 | 許容引張応力の値 | |
| 一 | 鋳鉄品のうち日本産業規格G五五〇二(球状黒鉛鋳鉄品)のFCD四〇〇及びFCD四五〇並びに日本産業規格G五七〇五(可鍛鋳鉄品)に定める黒心可鍛鋳鉄品並びにこれらと同等以上の機械的性質を有するもの | 材料の使用温度における引張強さの六・二五分の一 |
| 二 | 一の項以外の鋳鉄品 | 材料の使用温度における引張強さの十分の一 |
| 三 | 鋳鋼品のうち日本産業規格G五一〇一(炭素鋼鋳鋼品)であって、次項の表に掲げる化学成分の含有量が同表の上欄に掲げる鋳鋼品の種類に応じ、それぞれ同表の下欄に掲げる値以下である鋳鋼品、日本産業規格G五一〇二(溶接構造用鋳鋼品)、日本産業規格G五一二一(ステンレス鋼鋳鋼品)、日本産業規格G五一五一(高温高圧用鋳鋼品)及び日本産業規格G五一五二(低温高圧用鋳鋼品)並びにこれらと同等以上の機械的性質を有するもの | 〇・八(都道府県労働局長が定める検査に合格したものにあっては、当該検査の種類及び方法に応じ、〇・九又は一・〇)を前条の表一の項又は四の項の規定から求めた値に乗じて得た値 |
| 四 | 三の項以外の鋳鋼品 | 〇・六七を前条の表一の項又は四の項の規定から求めた値に乗じて得た値 |
| 五 | 非鉄金属鋳造品 | 〇・八を前条の表一の項の規定から求めた値に乗じて得た値 |
2 前項の表三の項の鋳鋼品の種類及び化学成分の含有量の値は次の表によるものとする。
| 鋳鋼品の種類 | 化学成分 | |||||||
| 炭素 | マンガン | りん | 硫黄 | けい素 | ニッケル | クロム | 銅 | |
| SC三六〇及びSC四一〇 | 〇・二五 | 〇・七〇 | 〇・〇四 | 〇・〇四 | 〇・六〇 | 〇・五〇 | 〇・五〇 | 〇・五〇 |
| SC四五〇及びSC四八〇 | 〇・三五 | 〇・七〇 | 〇・〇四 | 〇・〇四 | 〇・六〇 | 〇・五〇 | 〇・五〇 | 〇・五〇 |
備考 一 各成分の単位は、パーセントとする。 二 炭素の含有量の値が表中の値より〇・〇一減少するごとにマンガンの含有量を表中の値より〇・〇四増加することができる。ただし、マンガンの含有量の値は、一・一〇を超えてはならない。 三 ニッケル、クロム及び銅の含有量の合計の値は、一・〇を超えてはならない。 |
||||||||
(圧力を受ける部分の厚さ)
第三十五条 胴、鏡板その他の圧力を受ける部分の厚さは、次の各号に掲げる材料に応じ、それぞれ当該各号に定める値以上としなければならない。
一 炭素鋼板及び低合金鋼板 三ミリメートル
二 高合金鋼板 一・五ミリメートル
三 鋼管 二ミリメートル
四 非鉄金属板 腐食が予想されないものにあつては一・五ミリメートル、腐食が予想されるものにあつては二・五ミリメートル
五 鋳鉄 五ミリメートル
(外面に圧力を受ける板の最小厚さ)
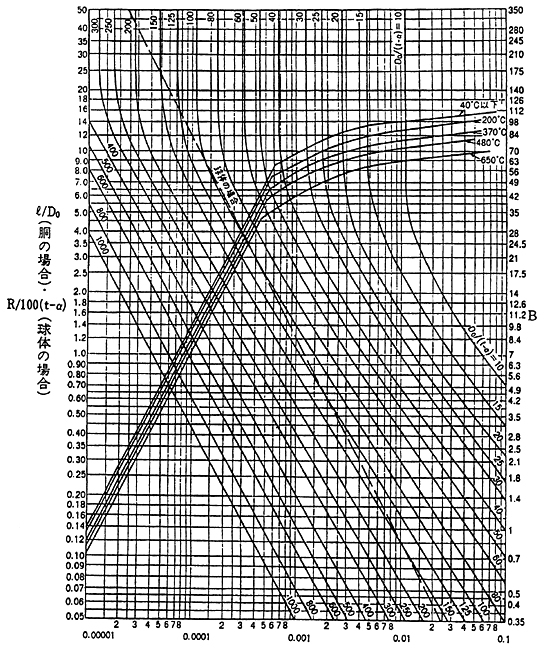
第三十六条 外面に圧力を受ける胴等の板の厚さは、次の各号に掲げる区分に応じ、それぞれ当該各号に定める算式により算定した値以上としなければならない。
一 胴
t=(PDo/BC)+α
( この条において、t、P、Do、B、C及びαは、それぞれ次の値を表すものとする。
t 板の最小厚さ(単位 ミリメートル)
P 最高圧力(単位 メガパスカル)
Do 胴の外径(単位 ミリメートル)
B この条の図(イ)から(ホ)までに示すところによる。この場合において、lは、次に掲げる長さの値(単位 ミリメートル)のうちいずれか大きいもの(強め輪のない胴にあつては、lは、両鏡板の丸みの始まる線間の距離にそれぞれの鏡板の深さの三分の一ずつを加えた長さの値(単位 ミリメートル))をとるものとする。
イ 隣り合う強め輪の中心間の距離
ロ 胴端に最も近い強め輪の中心から鏡板の丸みの始まる線までの距離にその鏡板の深さの三分の一を加えた長さ
C 次の表の上欄に掲げる区分に応じ、それぞれ同表の下欄に定める値とする。
区 分 |
値 |
長手継手のない胴 |
一・〇 |
突合せ長手継手を有する胴 |
一・〇 |
重ね長手継手を有する胴 |
〇・五 |
α 腐れしろ(単位 ミリメートル)で一以上とする。ただし、腐食が予想されない材料にあつては、零とすることができる。)
二 球体
t=(PR/BC)+α
( この式において、Rは、球体の外半径(単位 ミリメートル)を表すものとする。)
(イ) 炭素鋼(降伏点167N/㎜2以上206N/㎜2未満)
(ロ) 炭素鋼(降伏点206N/㎜2以上265N/㎜2以下)
日本産業規格G4304(熱間圧延ステンレス鋼板及び鋼帯)及びG4305(冷間圧延ステンレス鋼板及び鋼帯)に定めるSUS405及びSUS410
(ハ) 日本産業規格G4304(熱間圧延ステンレス鋼板及び鋼帯)及びG4305(冷間圧延ステンレス鋼板及び鋼帯)に定めるSUS304
(ニ) 日本産業規格G4304(熱間圧延ステンレス鋼板及び鋼帯)及びG4305(冷間圧延ステンレス鋼板及び鋼帯)に定めるSUS304L
(ホ) 日本産業規格G4304(熱間圧延ステンレス鋼板及び鋼帯)及びG4305(冷間圧延ステンレス鋼板及び鋼帯)に定めるSUS309S、SUS310S、SUS316L、SUS321及びSUS347
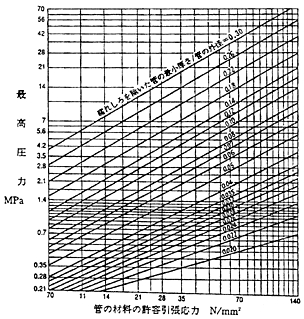
(管の最小厚さ)
第三十七条 第四条の規定は、内面に圧力を受ける管の厚さについて準用する。この場合において、同条中「t 胴の板の最小厚さ」とあるのは「t 管の最小厚さ」と、「α 腐れしろ(単位 ミリメートル)で一以上とする。」とあるのは「α 腐れしろ(単位 ミリメートル)で一以上とする。ただし、腐食が予想されない材料にあつては、零とすることができる。」と読み替えるものとする。
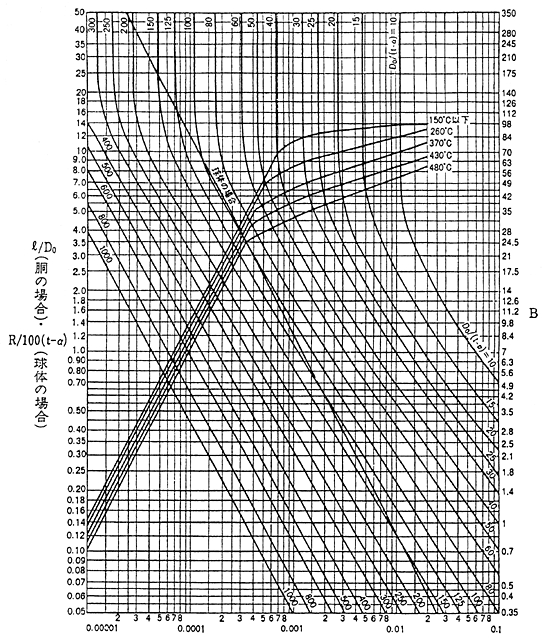
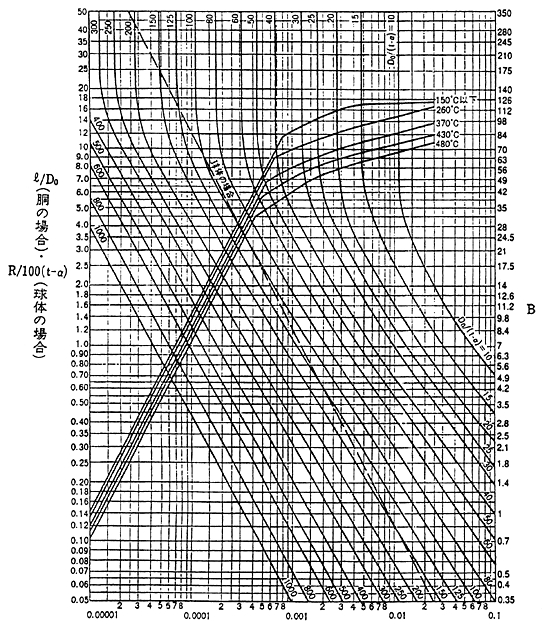
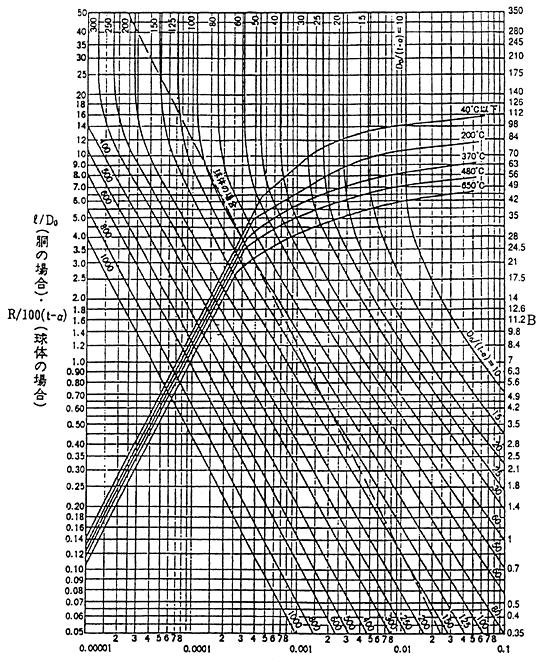
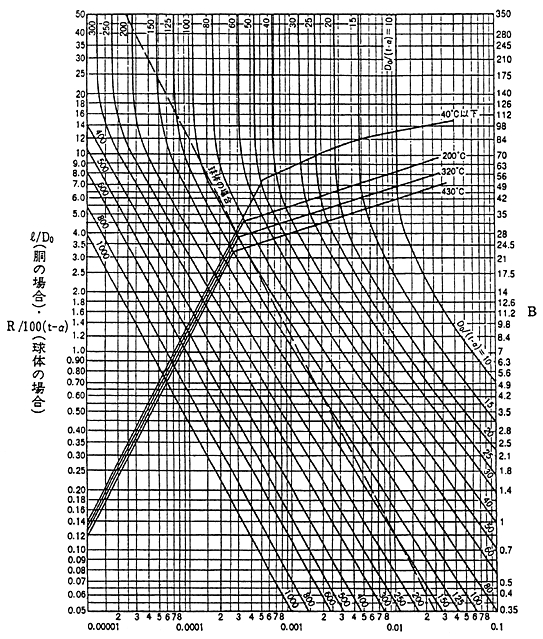
2 外面に圧力を受ける管の厚さは、次の図から求められる値以上としなければならない。
(水圧試験)
第三十八条 小型圧力容器は、次の各号に掲げる区分に応じ、それぞれ当該各号に定める圧力により水圧試験を行つて異状のないものでなければならない。
一 最高圧力が〇・一メガパスカル以下の小型圧力容器 〇・二メガパスカル
二 最高圧力が〇・一メガパスカルを超え、〇・四二メガパスカル以下の鋼製又は非鉄金属製の小型圧力容器 最高圧力の二倍の圧力
三 最高圧力が〇・四二メガパスカルを超える鋼製又は非鉄金属製の小型圧力容器 最高圧力の一・三倍に〇・三メガパスカルを加えた圧力
四 最高圧力が〇・一メガパスカルを超える鋳鉄製の小型圧力容器 最高圧力の二倍の圧力
2 前項の規定にかかわらず、ほうろう引きの小型圧力容器については、最高圧力に等しい圧力により水圧試験を行つて異状のないものとすることができる。
第三十八条の二 前条の規定にかかわらず、特定規格適合小型圧力容器は、その種類に応じ、それぞれ次の各号に掲げる圧力により水圧試験を行って異状のないものでなければならない。
一 鋼製又は非鉄金属製の特定規格適合小型圧力容器最高使用圧力の一・三倍の圧力に第五項による温度補正を行った圧力
二 最高使用圧力が〇・一メガパスカル以下の鋳鉄製の特定規格適合小型圧力容器〇・二メガパスカル
三 最高使用圧力が〇・一メガパスカルを超える鋳鉄製の特定規格適合小型圧力容器最高使用圧力の二倍の圧力
四 ほうろう引き又はガラスライニングの特定規格適合小型圧力容器ほうろう引き又はガラスライニング施工前にあっては前三号に掲げる圧力、ほうろう引き又はガラスライニング施工後にあっては最高使用圧力
2 メッキを行う特定規格適合小型圧力容器の水圧試験は、メッキを行った後に行うことができる。
3 大型の特定規格適合小型圧力容器その他その構造が水を満たすのに適さない特定規格適合小型圧力容器は、水圧試験に代えて気圧試験を行い異状のないものでなければならない。この場合において、試験圧力は、最高使用圧力の一・一倍の圧力に第五項による温度補正を行った圧力とする。
4 前項の気圧試験は、最高使用圧力の五十パーセントの圧力まで圧力を上げ、それ以降最高使用圧力の十パーセントの圧力ずつ段階的に圧力を上げて試験圧力に達した後、再び最高使用圧力まで圧力を下げて、この圧力において異状の有無を調べるものとする。
5 特定規格適合小型圧力容器の水圧試験又は気圧試験の圧力の温度補正は、次の算式により行うものとする。
Pa=P×(σn/σa)
この式において、Pa、P、σn及びσaは、それぞれ次の値を表すものとする。
Pa 補正された水圧試験圧力又は気圧試験圧力(単位メガパスカル)
P 補正前の水圧試験圧力又は気圧試験圧力(単位メガパスカル)
σn 水圧試験又は気圧試験を行うときの温度における材料の許容引張応力(単位ニュートン毎平方ミリメートル)
σa 使用温度における材料の許容引張応力(単位ニュートン毎平方ミリメートル)
(安全弁等)
第三十九条 小型圧力容器は、異なる圧力を受ける部分ごとに、胴等の内部の圧力が当該部分の最高圧力にその十パーセント(その値が〇・〇三四メガパスカル未満のときは、〇・〇三四メガパスカル)を加えた圧力を超えないようにするための安全弁又はこれに代わる安全装置(第四項において「安全弁等」という。)を備えたものでなければならない。ただし、ボイラーその他の圧力源と連絡する小型圧力容器(反応器を除く。)の部分で、その最高圧力が当該圧力源の最高圧力又は最高使用圧力(ボイラー及び圧力容器安全規則(昭和四十七年労働省令第三十三号)第一条第六号に規定する最高使用圧力をいう。)以上であるものについては、この限りでない。
2 前項の場合において、安全弁に代わる安全装置とは、自動的に圧力上昇の作用を停止させる装置、逃がし管、破壊板その他の安全装置をいう。
3 安全弁は、容易に検査できる位置に、圧力容器本体又はこれに付設された管に取り付け、かつ、弁軸を垂直にしなければならない。
4 引火性又は有毒性の蒸気を発生する小型圧力容器にあつては、安全弁等を密閉式の構造のものとし、又は安全弁等から吹き出した蒸気を燃焼させ、吸収する等により安全に処理できる構造のものとしなければならない。
(表示)
第四十条 小型圧力容器は、次の事項を記載した銘板が取り付けられているものでなければならない。
一 使用目的別の種類
二 製造者名
三 製造年月
四 最高圧力
五 内容積
(準用)
第四十一条 第四条から第七条まで、第九条から第十四条まで、第十七条、第十八条、第十九条第一項、第二十条から第二十二条まで及び第二十六条の規定は、小型圧力容器について準用する。この場合において、第四条中「P 使用する最高圧力(以下「最高圧力」という。)」とあるのは「P 最高圧力」と、同条、第六条第一項、第七条及び第十二条第一項中「α 腐れしろ(単位 ミリメートル)で一以上とする。」とあるのは「α 腐れしろ(単位 ミリメートル)で一以上とする。ただし、腐食が予想されない材料にあつては、零とすることができる。」と、第十条中「第二条」とあるのは「第三十四条第一項において準用する第二条」と、第十七条第一項中「第四条、第六条、第七条、第十二条、第十五条又は前条」とあるのは「第四十一条において準用する第四条、第六条、第七条又は第十二条」と、同条第二項中「第三条第三号、第四条、第六条、第七条、第十二条、第十五条及び前条」とあるのは「第四十一条において準用する第四条、第六条、第七条及び第十二条並びに第三十五条第五号」と読み替えるものとする。
(適用除外)
第四十二条 次の各号に掲げる小型圧力容器で前条において準用する規定(第二十六条を除く。)及び第三十三条から第三十九条までの規定を適用することが困難なものについて、厚生労働省労働基準局長が当該規定に適合するものと同等以上の性能があると認めた場合には、この告示の関係規定は、適用しない。
一 輸入した小型圧力容器
二 特殊な材料を用いる小型圧力容器
三 特殊な形状の小型圧力容器
四 特殊な工作による小型圧力容器
附 則 抄
1 この告示は、昭和五十一年一月一日から適用する。
2 小型ボイラ構造規格及び小型圧力容器構造規格(昭和三十四年労働省告示第六号)は、廃止する。
3 昭和五十一年一月一日において、現に製造している小型ボイラー若しくは小型圧力容器又は現に存する小型ボイラー若しくは小型圧力容器の規格については、なお従前の例による。
附 則(平成一〇年一二月一一日労働省告示第一四三号)
この告示は、平成十年十二月十一日から適用する。
改正文(平成一一年九月三〇日労働省告示第一一一号 抄)
平成十一年十月一日から適用する。
附 則(平成一二年一二月二五日労働省告示第一二〇号 抄)
(適用期日)
第一 この告示は、内閣法の一部を改正する法律(平成十二年法律第八十八号)の施行の日(平成十三年一月六日)から適用する。
附 則(令和元年六月二八日厚生労働省告示第四八号 抄)
(適用期日)
1 この告示は、不正競争防止法等の一部を改正する法律の施行の日(令和元年七月一日)から適用する。
附 則(令和七年一一月七日厚生労働省告示第二九一号)
(適用期日)
1 この告示は、令和八年四月一日から適用する。
(経過措置)
2 この告示の適用の日において、現に製造しているボイラー、第一種圧力容器若しくは第二種圧力容器又は現に存するボイラー、第一種圧力容器若しくは第二種圧力容器の規格については、第一条中ボイラー構造規格第二条の改正規定(同条の表中日本産業規格G四三〇三(ステンレス鋼棒)、日本産業規格G四三〇四(熱間圧延ステンレス鋼板及び鋼帯)及び日本産業規格G四三〇五(冷間圧延ステンレス鋼板及び鋼帯)並びにこれらと同等以下の機械的性質を有するものの項に係る部分に限る。)、同告示第四十六条の次に一条を加える改正規定並びに同告示第六十九条及び第七十八条の改正規定並びに第二条中圧力容器構造規格第六条、第十条及び第四十七条第一項の改正規定、同告示第四十三条の次に一条を加える改正規定並びに同告示第六十三条に一項を加える改正規定(水圧試験又は気圧試験の圧力の温度補正に係る部分に限る。)にかかわらず、なお従前の例による。
3 前項の規定は、同項に規定するボイラー、第一種圧力容器若しくは第二種圧力容器又はその部分がこの告示による改正後のボイラー構造規格又は圧力容器構造規格に適合するに至った後における当該ボイラー、第一種圧力容器若しくは第二種圧力容器又はその部分については、適用しない。